

磨床的一种。主要用砂轮旋转研磨工件以使其可达到要求的平整度,根据工作台形状可分为矩形工作台和圆形工作台两种,矩形工作台平面磨床的主参数为工作台宽度及长度,圆形工作台的主参数为工作台面直径。根据轴类的不同可分为卧轴及立轴磨床之分。 如M7432立轴圆台平面磨床,4080卧轴矩台平面磨床。
基本分类磨削工件平面或成型表面的一类磨床。主要类型有卧轴矩台、卧轴圆台、立轴矩台、立轴圆台和各种专用平面磨床。
 ①卧轴矩台平面磨床:工件由矩形电磁工作台吸住或夹持在工作台上,并作纵向往复运动。砂轮架可沿滑座的燕尾导轨(见机床导轨)作横向间歇进给运动(见机床),滑座可沿立柱的导轨作垂直间歇进给运动,用砂轮周边磨削工件,磨削精度较高。
①卧轴矩台平面磨床:工件由矩形电磁工作台吸住或夹持在工作台上,并作纵向往复运动。砂轮架可沿滑座的燕尾导轨(见机床导轨)作横向间歇进给运动(见机床),滑座可沿立柱的导轨作垂直间歇进给运动,用砂轮周边磨削工件,磨削精度较高。
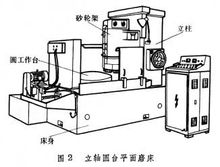
②立轴圆台平面磨床:竖直安置的砂轮主轴以砂轮端面磨削工件,砂轮架可沿立柱的导轨作间歇的垂直进给运动。工件装在旋转的圆工作台上可连续磨削,生产效率较高。为了便于装卸工件,圆工作台还能沿床身导轨纵向移动。
③卧轴圆台平面磨床:适用于磨削圆形薄片工件,并可利用工作台倾斜磨出厚薄不等的环形工件。
④立轴矩台平面磨床:由于砂轮直径大于工作台宽度,磨削面积较大,适用于高效磨削。
⑤双端面磨床:利用两个磨头的砂轮端面同时磨削工件的两个平行平面,有卧轴和立轴两种型式。工件由直线式或旋转式等送料装置引导通过砂轮。这种磨床效率很高,适用于大批量生产轴承环和活塞环等零件。此外,还有专用于磨削机床导轨面的导轨磨床、磨削透平叶片型面的专用磨床等。1
H402-AZ数控专用平面磨床机床用途光学玻璃是用于制造光学仪器或机械系统中光学元件(透镜、棱镜和反射镜等)的玻璃材料的统称。由于光学玻璃具有稳定的物理化学性能和高度的光学均匀性,且耐磨性好、抗蚀性强,因此被广泛应用于激光技术、光电通讯、航空航天以及国防工业等领域,已成为当前尖端科学技术中应用最活跃的材料之一。随着科学技术的不断发展,现代光学工业对光学玻璃提出了精度高、需求量大等苛刻要求。从精度方面,要求光学玻璃具有面形精度高(Ra≤0.1 μm)、表面粗糙度低(Ra≤12 nm)以及亚表面裂纹少等;从需求量方面,以激光核聚变装置 所 需的光学玻璃为例,美国国家点火装置(National Ignition Facility, NIF)的光学系统使用7000多件大口径光学元件(口径大于400mm×400mm)。
由于光学玻璃具有硬度高、脆性大的特点,在加工过程中极易产生表面疵病与亚表面损伤,属于典型的难加工材料。其超光滑表面成形技术及高效低成本加工工艺技术已经成为国防科技、航空航天、电子信息等领域急需研究的重要课题。对于光学玻璃等硬脆材料,超精密磨削技术是实现超光滑表面的最佳手段。因此,美国、德国、日本、英国等工业发达国家,对光学玻璃等硬脆材料的超精密磨削加工技术的研究十分活跃,已开发出先进的高精度高刚度磨床,用于硬脆材料的超精密加工技术的研究,并且相关科研成果被应用于国防及民用工业领域。近年来,光学玻璃等硬脆材料超精密磨削装备及工艺技术研究已被列为重点资助的科研内容。
H402-AZ数控专用平面磨床就是“高档数控机床与基础制造装备”科技重大专项课题“超精密大尺寸光学玻璃平面磨床”的产品,专门针对大尺寸平面光学玻璃零件,如激光(钕)玻璃、熔石英等加工的需要而研制开发的超精密大尺寸平面磨削加工机床,是此类机床设计制造的关键技术,为光学玻璃材料的超精密磨削加工工艺、并在生产中实现应用提供依据。1
机床主要参数H402-AZ数控专用平面磨床采用龙门式卧轴矩台的结构布局方式,配备高精度运动功能部件、高分辨率测量与反馈系统以及高性能数控系统与伺服驱动系统,具有结构刚度高、力热稳定性好和加工精度高的特点。另外,机床配备了在位测量系统,可完成大尺寸光学玻璃平面度快速、精密、可靠检测。超精密大尺寸光学玻璃平面磨床结构。
工作台面尺寸 1300×500 mm
工作台纵向行程 0~1700 mm
砂轮垂直行程 0~240 mm
滑座横向行程 0~960 mm
砂轮直径 270~350 mm
砂轮宽度 40 mm
砂轮转速 8000 rpm
砂轮切削速度 20~120 m/s
工件最大质量(含夹具)300 kg
机床加工零件规格450 mm×1200 mm
加工工件表面粗糙度Ra≤10 nm
加工工件的面形精度(表面平度)PV3 μm
机床主要结构特点1)高刚度高稳定性床身
床身采用整体花岗岩结构,由于花岗岩具有高阻尼、小振动、热稳定性佳等特性,可以保证磨床高刚度和高稳定性。
2)工作台
工作台面采用整体花岗岩结构,在传统闭式静压导轨的基础上开发了高刚性、高精度的大平面闭式静压导轨,以实现工作台的大行程、平稳、可靠的往复运动。工作台采用SIEMENS直线电机进行驱动,同时为了防止直线电机的运动影响台面,专门为直线电机设计了独立的静压导轨。台面的运动状态由HEIDENHAIN光栅系统进行闭环控制,从而保证了工作台具有高精度、快速响应的运动特性。
3)立柱、滑座与横梁
可控制由于热引起的机床变形,立柱和横梁采用花岗岩制成。砂轮横向位移滑座置于固定的横梁上、安装砂轮架的垂直运动拖板置于横向位移滑座上。横向位移和垂直运动均采用SIEMENS伺服电机直接驱动高精度滚珠丝杠来完成,HEIDENHAIN光栅位置反馈。横向位移滑座以及垂直运动拖板的导轨同样采用的是液体静压导轨。另外在垂直运动拖板上配备了微量进给机构,可以实现砂轮架0.1 μm的微进给。为了减少砂轮架滑座自重及其横向位移引起的横梁变形,在横梁的正上方设置了卸荷装置(卸荷横梁)。用以承担砂轮架滑座的大部分自重,并且通过HEIDENHAIN光栅位置反馈实现卸荷装置与砂轮横向位移滑座的运动同步,从而最大限度的减少横梁变形对磨削加工的影响。
4)砂轮架
开发了转速范围广、高刚性、高精度砂轮静压主轴系统,以实现砂轮的高刚性、高精度回转运动。砂轮轴采用液体静压轴承支承,SIEMENS内置式主轴电机,采用冷却液强制冷却主轴电机,砂轮主轴配备了砂轮平衡装置,配套的管理控制程序能在循环中连续监测砂轮的情况并立即对可能出现的不平衡量进行补偿。
5)测量系统
机床配备了激光干涉仪作为加工精度的在位测量系统,通过机床台面运动和测量拖板横向运动,使激光干涉仪的镜头可以扫描所有加工面积。当机床进行磨削加工时,测量横梁可以运动到加工范围以外。
超精密大尺寸光学玻璃平面磨床是针对国家重要光学工程行业面临重大需求而研究开发的,是具有国际先进水平的超精密加工关键装备。该项目的开发成功,能够实现450×1200mm光学玻璃的高精度、高效率磨削,工件平面度可达3μm,大大缩短了后续研磨抛光的时间,可满足激光武器、航空航天等领域对超精密大尺寸平面玻璃的大批量需求,对我国天文科学、国家重点工程和军事装备的发展具有重要意义,并将进一步推动我国光学和激光领域制造装备的技术突破,提升我国相关领域的核心竞争力和创新能力。1
操作须知定位机床应在最大运动空间外再预留300mm以上,每个底脚螺丝吃紧,台面前后及左右水平在0.04/1000mm以内。(安装变频器的要求需更高)
每三个月检察,调整工作台面水平,吃紧每个底脚螺丝。
砂轮所选砂轮须能承受周转速2000m/min以上。
禁止使用有破损之砂轮。
新砂轮装上法兰必须做平衡。
进行正式磨削前,砂轮需空转5分钟。
最大进刀量行程800mm以下磨床为0.03mm,800mm以上磨床为0.05mm。2
主轴安装砂轮前须确定主轴为顺时针方向旋转。
开机时,须先开主轴后开冲水。2
液压装置平面磨床使用粘度为46号液压油。
 新机在使用三个月后需更换液压油,以后则每年更换一次,同时须清洁油箱。
新机在使用三个月后需更换液压油,以后则每年更换一次,同时须清洁油箱。
每天检查液压油油位,油位应保证在最低与线之间。
液压马达启动前,须确定流量调速杆在关闭位置。
须先开吸磁后开液压。
润滑装置润滑油使用粘度为32号的导轨润滑油。(推荐美威达1号或1405号)
每天确认油箱(池)油量,保证在下线以上。
每周检查导轨油路是否通畅,杜绝导轨失油。
建议每三个月油箱清洗一次。
润滑脂按规定定期加注。2
左右机构禁止在工作台运动时调整左右行程。
当工作台钢索松动时,应立即做调整。(本条适用手动机型)
冲水及吸尘装置吸尘箱过滤网每两周须清洁一次。
冷缺水箱每一个月须清洗一次。
禁止使用空气枪清洗平面磨床。2
平面磨床静压磨头部件的常见故障及修理方法1)磨头主轴过热抱死
造成这种现象的主要原因是液压油中混有杂质。如,灰尘、铁末等。液压油中的杂质会堵塞轴瓦中的细小油孔,造成部分液压腔无液压油,使主轴无法形成对称的压力油腔。主轴在旋转时不处于纯液体状态,与轴瓦摩擦造产生热量。通过对平面磨床主轴拆解后对各部件进行检查后发现主轴圆度未超差,但表面光洁度差。轴瓦内孔圆度未超差,内孔表面有划痕,轴瓦断面有划痕。轴瓦中毛细油孔堵塞。用金相砂纸将主轴表面、轴瓦内孔端面抛光后均可达到使用标准。
修理难点是,如何将轴瓦中0.5mm的毛细油孔中的杂质清除。毛细只有将各个通油孔通开,轴瓦内才能建立起静压平衡。轴瓦装配在铸铁轴套中,需制作专用拉锤将轴瓦与轴套分离。将轴瓦分离后即可对轴瓦进行清理,通开各个通油孔。最后清理油箱并更换新的液压油。所有修复工作都完成后即可回装试车。
2)磨削活件光洁度差
主轴的径向跳动超差,致使磨削加工时砂轮产生较大的振动,从而使得磨削工件表面光洁度较差。
造成平面磨床主轴径向跳动超差的主要原因有:
(1) 主轴碰撞或是受力变形。
(2)主轴的支持轴瓦的内孔圆度超差。
平面磨床的磨头部分在支撑上采用的是前后两个轴瓦的支撑模式,静压技术应用于其中,在轴瓦的前端开有深度为0.8mm,宽度4mm的两个回油槽。轴瓦的加工及装配精度会对M7140型静压磨头的使用质量产生较为严重的影响。轴瓦与主轴在直径方向上的间隙为0.07mm,可依照此数据进行故障查找及精度修复。主轴拆卸后发现造成轴振动的主要原因是轴瓦内孔圆度超差,致使静压平衡被破坏,造成主轴在回转时产生较大的振动。修复轴瓦内孔,恢复轴瓦内孔的圆度也可以用研磨的方法。
首先用铸铁料制作三根尺寸不等的研磨棒,三根尺寸不同的研磨棒分别用于对轴瓦内孔进行粗研和精研的修复研磨,根据轴瓦的大小需要将研磨棒的长度统一为600mm,且研磨棒需要做成腰鼓形。将主轴的轴瓦与钢套进行统一的装配,在装配时要注意保护轴瓦表面油路。使用车床的卡盘对轴瓦与钢套进行装夹定位,并注意轴瓦表面找平以确保装夹的垂直性。在使用研磨棒进行研磨时需要用天车吊研磨棒做上下往复运动,并使用人工使研磨棒绕轴瓦轴线进行回转运动。研磨按照先粗后精的步骤进行,精研时用外径尺寸比轴瓦内径小0.015-0.025mm的研磨棒进行干研。干研时要控制研磨的次数,待研磨后轴瓦内孔表面光洁度可达 0.8以上时回装试车。
0.8以上时回装试车。
静压主轴部件在机床中大量应用,使机床的设计和制造水平上了一个新台阶,也给机床的维修带来了新难题。静压主轴的修理过程比较复杂精细,修理工期长,容易影响生产。所以,平时的维护保养工作是至关重要的。3
本词条内容贡献者为:
宋春霖 - 副教授 - 江南大学
 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国