

刚度
刚度是指材料或结构在受力时抵抗弹性变形的能力。是材料或结构弹性变形难易程度的表征。在宏观弹性范围内,刚度是零件荷载与位移成正比的比例系数,即引起单位位移所需的力。它的倒数称为柔度,即单位力引起的位移。刚度可分为静刚度和动刚度。
在自然界,动物和植物都需要有足够的刚度以维持其外形。在工程上,有些机械、桥梁、建筑物、飞行器和舰船就因为结构刚度不够而出现失稳,或在流场中发生颤振等灾难性事故。因此在设计中,必须按规范要求确保结构有足够的刚度。但对刚度的要求不是绝对的,例如,弹簧秤中弹簧的刚度就取决于被称物体的重量范围,而缆绳则要求在保证足够强度的基础上适当减小刚度。
研究刚度的重要意义还在于,通过分析物体各部分的刚度,可以确定物体内部的应力和应变分布,这也是固体力学的基本研究方法之一。1
简介刚度系数是用以描述材料在外力作用下弹性变形性态的基本物理量。
表达式为EA/L,其中E—杆件的弹性模量,A—杆件截面面积,L—杆件的长度。
力学中,刚度是指杆件抵抗变形的能力 ,有剪切刚度、弯曲刚度等等 。刚度系数是指由于单位支座位移引起的杆端力系数 。
轧机刚度系数实测方法一般采用实测的方法来确定轧机的刚度系数,实测的方法有两种。2
①轧制法
②轧辊压靠法
由于轧机零部件间存在的间隙和接触不均匀是一个不稳定因素,弹性曲线的非线性部分是经常变化的,在实际生产中,为了消除非线性段的影响,往往采用人工零位法。即在轧前,先将轧辊预压靠到一定压力P0 (或按压下电机电流作标准),然后将此时的轧辊缝指示器读数设定为零,称为人工零位。
弹跳方程对轧机调整有重要意义。它可以用来设定轧辊原始辊缝,弹跳方程表示了轧出厚度与辊缝及轧制力的关系,他可作为间接测量轧件厚度的基本公式。
弹挠性零件刚度系数测量方法静态刚度测量法刚度测量有静态测量和动态测量两种测量法。静态测量方法是通过确定施加于弹挠性零上的力矩和转角(或力和位移)的大小,直接用胡克定律算出刚度系数K值,可得出扭矩一转角力-位移的特性曲线。
图给出弹挠性零件静态测量刚度的方 (以扭杆为例)。将扭杆装夹在象限仪的转台1象限仪固定在测量平板上。镶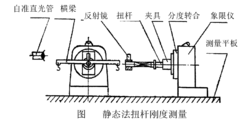 有反射镜并可挂祛码的横梁是一个质量小刚度好的杠杆,支点横梁中间,测量前应将横梁进行静平衡,梁上反射镜面与支臂相垂直,与象限仪回转轴线相直处放置自准直仪,使其光轴瞄准反射镜面。杆一端装夹在象限仪的夹具上,另一端和横梁定为一体。转动象限仪和摆动自准直仪,瞄准射镜面后对好零位示值,读出象限仪角度值,为扭杆未加祛码时的角度值。测量时依据依次出加载载荷对应的象限仪上扭杆的转动角度值即可得到扭杆的刚度系数Ka。
有反射镜并可挂祛码的横梁是一个质量小刚度好的杠杆,支点横梁中间,测量前应将横梁进行静平衡,梁上反射镜面与支臂相垂直,与象限仪回转轴线相直处放置自准直仪,使其光轴瞄准反射镜面。杆一端装夹在象限仪的夹具上,另一端和横梁定为一体。转动象限仪和摆动自准直仪,瞄准射镜面后对好零位示值,读出象限仪角度值,为扭杆未加祛码时的角度值。测量时依据依次出加载载荷对应的象限仪上扭杆的转动角度值即可得到扭杆的刚度系数Ka。
谐振激励测量方法谐振激励测量方法其测量原理是通过外加励谐振源,使测量扭摆系统激励共振,测得扭系统的共振频率,然后依据共振系统的共振频并利用相关的测量模型即可求出弹挠性零件的刚度系数K值。动力谐振测量法根据激励源的不方式又分为激发器谐振测量法、静电激励谐振量法和声激励谐振测量法。
瞬态激励测量法瞬态激励法是用一个弹性物体瞬态碰击弹挠性零件,使之产生一个短暂的振荡过程,其振荡过程在开始时是受迫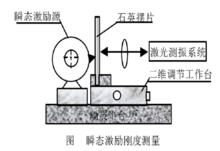 的,然后过渡到自由状态,最后趋于停止。瞬态碰击激励装置实验系统如图所示。
的,然后过渡到自由状态,最后趋于停止。瞬态碰击激励装置实验系统如图所示。
实验系统由两部分组成,一部分对被测弹挠性零件(以石英摆片为例)进行瞬态碰击激励,使之产生一个短暂的振荡:另一部分是对石英摆片的振荡过程进行检测和处理,以便求出石英摆片处于自由振荡状态下的频率。当被测弹挠性零件的尺寸太小时,采用碰击基座的方法使弹挠性零件产生振荡。弹挠性零件固定在基座上,基座经由一个二维微调装置固定在防震台上,基座的质量相对于弹挠性零件来说为极大,因而不影响弹挠性零件的自然谐振频率。瞬态激励装置的动力部件为一台微型直流调速电动机。在其输出轴的前端,沿轴向粘接了一个极细的碰针,电动机每转动一周,碰针就对弹挠性零件进行一次瞬态碰击。通过二维微调装置可以调整碰击强度,从而控制石英摆片的振荡幅度和衰减时间。瞬态激励时弹挠性零件振荡信号的检测和声激励时的检测方法完全一样。
计算机依据检测器根据测得的弹挠性零件受迫振动时的振荡信号,对其进行谐波及频谱分析。当弹挠性零件完全处于单一频率的正弦振即自由振荡时,即从波形图和频谱图上找出谐幅值极大的频率值,这一频率就是被测弹挠性件处于自由振荡下的自然谐振频率。知道了被弹挠性零件的自然谐振频率,就可以计算出弹性零件的刚度值。3
 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国