

在发泡成型过程或发泡聚合物材料中,通过物理发泡剂或化学发泡剂的添加与反应,形成了蜂窝状或多孔状结构。发泡成型的基本步骤是形成泡核、泡核生长或扩大以及泡核的稳定。在给定的温度与压力条件下,气体的溶解度下降,以致达到饱和状态,使多余的气体排除并形成气泡,从而实现成核。
简介发泡成型(foaming)
制作泡沫塑料成型方法的总称。按泡沫塑料制造方法分类,可分为两类:将发泡用塑料原材料配合后由一个工序制得泡沫塑料的方法称为一步发泡法,叉称为直接法,聚氨酯泡沫塑料是其典型代表;由两个工序制得泡沫塑料的方法称为两步发泡法,又称为间歇法。在两步发泡中,前一工序称为前发泡或预发泡,此时泡沫或珠粒尚未充分膨胀,密度也较高,这样制得的珠粒是可发性珠粒。后一工序称为后发泡或二次发泡,制得充分膨胀、低密度的最终泡沫制品。聚苯乙烯、聚乙烯泡沫塑料等就是用这种方法制做的。工业上将发泡成型方法按下述分类:(1)由压延、挤出或传送带等疗式进行的连续发泡成型;(2)由注塑一个一个地生产最终形状的发泡体,称间歇式发泡成型。(3)按使用要求将液状或微粒状原材料配合物注入模具中使之发泡,称为现场发泡成型。
概述发泡是使塑料产生微孔结构的过程。几乎所有的热固性和热塑性塑料都能制成泡沫塑料,常用的树脂有:聚苯乙烯树脂、聚氨酯树脂、聚氯乙烯树脂、聚乙烯树脂、脲甲醛树脂、酚醛树脂等。
按照泡孔结构可将泡沫塑料分为两类:若绝大多数气孔是互相连通的,则称为开孔泡沫塑料;如果绝大多数气孔是互相分隔的,则称为闭孔泡沫塑料。开孔或闭孔的泡沫结构是由制造方法所决定的。
(1)化学发泡 由特意加入的化学发泡剂受热分解或原料组分间发生化学反应而产生的气体,使塑料熔体充满泡孔。
化学发泡剂在加热时释放出的气体有二氧化碳、氮气、氨气等。
化学发泡常用于聚氨酯泡沫塑料的生产。
(2)物理发泡 物理发泡是在塑料中溶人气体或液体,而后使其膨胀或汽化发泡的方法。物理发泡适应的塑料品种较多。
(3)机械发泡 借机械搅拌方法使气体混入液体混合料中,然后经定形过程形成泡孔的发泡方法。此法常用于脲甲醛树脂,其他如聚乙烯醇缩甲醛、聚乙酸乙烯、聚氯乙烯溶胶等也适用。1
发泡成型原理气泡的成型过程是首先将气体溶解在液态的聚合物中或聚合物加热到熔融态,同时产生气体并形成饱和溶液,然后通过成核作用形成无数的微小的泡核。所以泡沫塑料的成型与定型一般分为3个阶段:气泡核的形成、气泡核的增长、气泡核的稳定。然后再膨胀成为具有所要求的泡沫体结构的泡沫体,最后,通过同化定型将泡沫体的结构固定下来,得到泡沫塑料制品。这3个阶段的成型因素各不相同,下面将这3个阶段的成型机理及影响因素进行介绍。
气核的形成(1)气泡核形成的过程
塑料发泡过程的初始阶段是在塑料熔体或液体中形成大量的气泡核,然后使气泡核膨胀成泡沫体。所谓气泡核就是指原始微气泡,也就是气体分子最初聚集的地方。在聚合物液相中增添了气体相,气体分布在溶液中产生泡沫。如同时加入很细的固体粒子或微小的气泡核,就出现了作为气体的第二分散相,有利于泡沫的形成。所加入的有利于泡沫形成的物质称为成核剂。若不加入成核剂就容易生成大孔泡沫。
气泡核的形成阶段对成型泡沫体的质量起着关键性的作用。若熔体中能同时出现大量均匀分布的气泡核,则将有利于得到泡孔细密而均匀的气泡体;若在熔体只加入少撞的气泡核,则最终形成的泡沫体少而不均匀,泡沫体密度较大且质量也较差—所以在发泡过程巾控制好气泡核的形成阶段是非常重要的。
(2)气泡核形成的条件
把化学发泡剂(或气体)加入到熔融塑料或液体混合物中,经过化学反应产生气体(或加入的气体)就会生成气-液溶液。随着生成气体的增加,溶液成为饱和状态,这时气体就会从溶液中逸出形成气泡核,这时溶液中形成气液两相-气液溶液中形成气泡核的过程称为成核作用,成核有均相成核和异相成核之分。在实际生产中常加入成核剂以有利于成核作用能在较低的气体浓度下发生,成核剂通常是微细的固体粒子或微小气孔。如果不加入成核剂就有可能形成粗孔。2
气泡的增长(1)气泡的增长过程
增加溶解气体量,升高温度,使气体膨胀和气泡合并有利于促进泡沫增长,气体从小气泡中形成气泡后,气泡内气体压力与其半径成反比,气泡越小,内部压力就越高-当两个尺寸大小不同的气泡靠近时气体从小气泡中扩散到大气泡巾使气泡合并。同时,通过成核剂的作用大大增加了气泡的数量,加上气泡膨胀使气泡的孔径扩大,这样使泡沫不断胀大。所以,气泡形成后,气体受热膨胀后气泡之间的合并,促进气泡不断地增长。
(2)气泡增长的影响因素
影响液体中气体膨胀的因素很多,归纳起来可以分为两大类:一类是原材料,包括原材料的品种及用量,如发泡剂的类型、溶解度和扩散系数等;另一类是成型加工条件,包括成型工艺过程、工艺条件和设备结构参数等,如成型的温度、压力、剪切速度和模头的几何参数等这类参数对气泡的膨胀有较大的影响。在气泡膨胀过程中,聚合物表面张力和溶液的黏度是阻碍气泡增长的主要因素,这两种因素的作用程度要适当。但在整个发泡过程中,由于温度的升高,使塑料的熔融黏度降低,此时,因局部区域过热(一般称为热点),或由于消泡剂的作用,使得熔体局部区域的表面张力降低,会促使泡孔壁膜减薄,甚至造成泡沫塑料的崩塌。
要控制气泡的膨胀过程,必须了解气泡膨胀的动力和阻力及各影响因素相互之间的关系。影响气泡膨胀的因素很多,如聚合物的流变性能、发泡剂和成核剂的类型和用量、成型丁艺及设备结构参数等。在气泡增加过程中,溶液的表面张力和黏度是阻碍气泡增长的重要因素。
为了得到泡孔均匀、细密、质轻的优质泡沫塑料,在发泡成型时,首先应在熔体中同时形成大量分布均匀的气泡核和过饱和气体。熔体中过饱和气体的总量与气泡核数之比决定了气泡的大小。气泡表面积之和与熔体外表面积之比值越大,过饱和溶液从熔体中扩散到气泡表面进入气泡的量就越多。这样可以减少气体从熔体外表面散失的量,提高了气体的利用率。假如气泡核的数量太少,就会使较多的气体从熔体的外表面散失到大气中,结果每个气泡核得到的气泡量可能会多一些,但是气体利用率是低的。由此得到的泡沫体泡孔大、数量大、质量大,经济效益差。因此,要制得优质泡沫体,必须使大量气泡核和过饱和气体同时存在于熔体之中。2
气泡的稳定气液相共存的体系多数是不稳定的。在泡沫形成过程中,由于气泡的不断生成和膨胀,形成了无数的气泡,使得泡沫体系的体积和表面积增大,气泡壁厚度变薄,致使泡沫体系不稳定;已经形成的气泡可以继续膨胀,或者气泡之间合并,或者出现气泡塌陷、破裂,这些现象的发生主要取决于气泡所处的条件。在发泡成型过程中,要控制气孔的增大,使气孔稳定,可以采取下列措施:
(1)用适当的聚合物、发泡剂和其他配合剂。
(2)通过控制工艺过程的温度和各温度范围的时间来控制物料的表面张力、黏度和弹性模量。当气孔增大到一定程度,及时冷却使发泡物料的黏度和弹性模数高一些,流动性差一些,气孔就难以运动,难以合并而被稳定下来。
(3)对于橡胶和热固性塑料可以控制交联速度, 当物料中气孔增大到一定程度,及时使交联度达到足够高,从而大大提高黏度,降低流动性,使气孔稳定下来。
(4)对于有些热塑性塑料,适当加入一-些表面活性剂(如:硅油),降低树脂与气孔界面张力,也有利于稳定气孔。2
发泡成型设备发泡成型设备有两类:成型机、蒸缸。对于大批量生产,中大型泡沫模样,多采用成型机成型;中小生产批量、小型模样则可采用蒸缸成型。
(1)成型机按其开模方向分为立式成型机和卧式成型机,如图所示。
立式成型机开模方式为水平分型,模具分为上模(移动模具)和下模(固定模)。其特点是:
①模具拆卸和安装方便;
②模具内便于安放活块和嵌件;
③易于手工取模;
④占地面积小。立式成型机又有简易式和自动控制式。
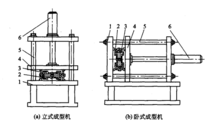
卧式成型机的开模方式为垂直分型,模具分为左模(固定模)和右模(移动模)。其特点为:
①模具前后上下空间开阔,可设置气动抽芯机构,便于制造有多个抽芯结构的复杂泡沫模样;
②模具中的水和气排放顺畅,有利于泡沫模样的脱水和干燥;
③生产效率高,易实行电脑全自动控制;
④结构较复杂,价格较高。
(2)蒸缸成型装置 手动蒸缸又分立式和卧式两种,结构简单,投资少,可自制。由工人控制成型工
艺,但制模劳动强度较大。
机械蒸缸也有立式和卧式两种。立式机械蒸缸,可用立式成型机改造而成。它是将几副模具放在工作台上,然后关闭蒸缸;开动控制程序,完成加热,喷水冷却等工序;开启蒸缸,手工取出模具,取出模样。与成型机成型相比,蒸汽对模具的加热是从外向里,难以形成穿透泡沫模样的蒸汽流,在厚实断面中心易产生冷凝水,影响珠粒融合。从而发泡时间比带气室的成型机制模长得多,仅用于小模样和浇道的制作。3
本词条内容贡献者为:
李勇 - 副教授 - 西南大学
 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国