

电弧喷涂是利用燃烧于两根连续送进的金属丝之间的电弧来熔化金属,用高速气流把熔化的金属雾化,并对雾化的金属粒子加速使它们喷向工件形成涂层的技术。电弧喷涂是钢结构防腐蚀、耐磨损和机械零件维修等实际应用工程中最普遍使用的一种热喷涂方法。电弧喷涂系统一般是由喷涂专用电源、控制装置、电弧喷枪、送丝机及压缩空气供给系统等组成。
定义热喷涂是这样的一系列过程:以某种形式的热源将喷涂材料加热,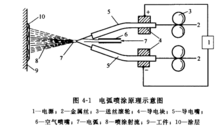 受热的材料形成熔融或半熔融状态的微粒,这些微粒以一定的速度冲击并沉积在基体表面上,形成具有一定特性的喷涂层。1
受热的材料形成熔融或半熔融状态的微粒,这些微粒以一定的速度冲击并沉积在基体表面上,形成具有一定特性的喷涂层。1
作用电弧喷涂长效防腐复合涂层是指电弧喷涂金属涂层外加封闭涂层的复合涂层, 电弧喷涂金属涂层主要有电弧喷涂锌、铝及其合金涂层,封闭涂层包括封闭底层、封闭中间层和封闭面层。电弧喷涂长效防腐复合涂层对钢铁基体的防腐原理是物理屏蔽和阴极保护联合作用,封闭涂层的主要作用是物理隔离各种腐蚀介质对金属喷涂层和钢铁基体的侵蚀,电弧喷涂金属涂层对钢铁基体提供牺牲自己保护钢铁的阴极保护作用。喷锌或铝后封闭处理所形成的复合涂层,其耐蚀性比喷锌或铝涂层和封闭涂层两者单独耐蚀寿命值之和要高出50~130%。这种效应被称为最佳协同效应(Synergy Effect电弧喷涂长效防腐复合涂层的寿命推算公式为:复合涂层防腐寿命=(喷铝涂层寿命+封闭涂层寿命)×1.5~2.3。2
电弧喷涂金属涂层主要有电弧喷涂锌、铝及其合金涂层,封闭涂层包括封闭底层、封闭中间层和封闭面层。电弧喷涂长效防腐复合涂层对钢铁基体的防腐原理是物理屏蔽和阴极保护联合作用,封闭涂层的主要作用是物理隔离各种腐蚀介质对金属喷涂层和钢铁基体的侵蚀,电弧喷涂金属涂层对钢铁基体提供牺牲自己保护钢铁的阴极保护作用。喷锌或铝后封闭处理所形成的复合涂层,其耐蚀性比喷锌或铝涂层和封闭涂层两者单独耐蚀寿命值之和要高出50~130%。这种效应被称为最佳协同效应(Synergy Effect电弧喷涂长效防腐复合涂层的寿命推算公式为:复合涂层防腐寿命=(喷铝涂层寿命+封闭涂层寿命)×1.5~2.3。2
喷涂材料有粉、线、带和棒等不同形态,它们的成分是金属、合金、陶瓷、金属陶瓷及塑料等。粉末材料居重要地位,种类逾百种。线材与带材多为金属或合金(复合线材尚含有陶瓷或塑料);棒材只有十几种,多为氧化物陶瓷。电弧喷涂材料一般为线材,如锌丝,铝丝,铝合金丝(Ac 铝,AS铝),铜丝等.粉末材料主要用于火焰喷涂.
涂层功能当某一个工程问题提出后,首先应明确接受施工的工件被喷涂的部位(通常是设备或设施的工作表面)处于什么样的工况条件,而涂层功能则是确定喷涂工艺及材料的主要依据,同时还要考虑在经济上是否允许,它们之间的关系如图3所示。
1、涂层的多样性
涂层的多样性源于喷涂材料的多种选择、工艺参数的可控及喷涂方法的可变。喷涂粉末材质逾百种,线材和棒材也有数十种,不同的喷涂方法和工艺参数的变化,能使同一材质形成不尽相同的涂层。如此,这些变数的组合就可得到一组"菜单式"的涂层系列,当你需要具有某种特性的涂层时,只需从中择取即是。
2、涂层类别
喷涂材料喷涂而成的涂层依据它们的成分可以分为10个系列;
(1)铁、镍和钴基涂层;
(2)自熔合金涂层;
(3)有色金属涂层;
(4)氧化物陶瓷涂层;
(5)碳化钨涂层;
(6)碳化铬和其他碳化物涂层;
(7)难熔金属涂层;
(8)氧化物陶瓷涂层;
(9)塑料基涂层;
(10)金属陶瓷涂层。
3、涂层功能
依据美国F.N.LONGO对热喷涂涂层的分类方法[4],涂层按功能可分为:
耐磨损涂层
包括抗粘着磨损、表面疲劳磨损涂层和耐冲蚀涂层。其中有些情况还有抗低温(
 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国