

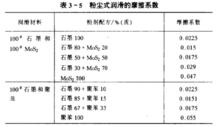
石墨具有片状晶体结构,润滑性能良好.而且还具有良好的导电、导热、耐磨、耐压、耐温(温度可高达450℃)以及化学稳定性等特点,故石墨在机械工业中广泛用来制造各种润滑剂。
作为润滑剂使用,主要是将石墨微细颗粒均匀分布于水、油或其他介质中形成稳定的胶体状物厂它可以直接采甩涂擦、浸涂或喷涂等方式加到需要润滑的部位,也可以加到各种润滑剂中合并使用。它与金属表面接触,不但能形成一层牢固的润滑薄膜,而且还能提高金属表面对其他润滑剂的润湿性能,从而保持长时问的润滑作用。另外,由于石墨是以极细微的颗粒存在,因此它极易渗入紧密吻合的滑动或转动部件间起良好的润滑作用。1
石墨的润滑机理石墨是具有六方晶系的晶体结构。因为与基础面平行的面间结合力弱,所以这些晶体在其面间都很容易剪切,亦即摩擦力小,同时能够支持垂直于基础面的负荷,所以承载能力强,摩擦系数小,具有作为固体润滑剂的最佳性质。
石墨的摩擦磨损受吸附气体的支配。石墨的磨损速度随水蒸气压的上升而下降,当压力增大到466Pa以上时,瞎损就观察不到了,表明石墨的润滑特性受吸附气体的影响,见下图。

石墨的磨损特性依赖于气体吸附的原因在于:石墨棱面(侧部面)的表面能比基础面的高100倍,因此在真空中棱面比基础面更容易粘着在底金属表面上。即使切向力增大,在容易滑移的基础面间也不会发生剪切。这就导致摩擦系数升高,磨损也增多。石墨在真空中的摩擦系数为其在空气中的2倍,磨损甚至高达100倍。
如果存在气体,则棱面首先吸附气体并达到饱和,那么它向金属表面的粘着发生在基础面上,在剪切力的作用下,基础面间的滑移就变得容易。
石墨的结晶程度越高,它就越能保护被润滑材料不受磨损。另外,杂质的含量必须控制在1%以下,否则就容易出现明显的磨粒磨损。然而,这种作用实际上是随着杂质种类的不同而不同的。
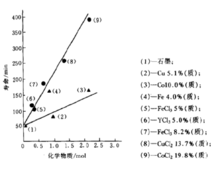
利用石墨容易吸附气体的特性,可以在其层间引入氟、金属或金属化合物等制成层间化合物,或者通过电解氧化、还原将其制成蜂窝状结构的物质。下图为金属和金属氯化物对石墨层间化合物涂层膜寿命影响的关系示图。作为引入层间的物质,金属氯化物比金属的效果好,而且包入量越多效果越明显。可以看出,提高耐密寿命最有效的是氯化钴(CoCl2),可使寿命延长到原石墨的5倍以上。这样的新材料在滑动条件变化的情况下也能保持良好的润滑特性。
石墨润滑的应用石墨作为固体润滑剂,可以干粉形态进行飞溅润滑,可以作为添加剂制成水剂和油剂,也可以与其他多种材料组合成复合材料用于传动中的润滑,并可在导电工况下作耐磨部件(电刷)。
石墨润滑剂可分为水剂和油荆胶体石墨及微粒度石墨千粉三种,其使用方法如下:
微粒度石墨粉直接涂擦于转动或滑动部分,或混入介质中,如煤油、汽油或轻质矿物油中以及酚醛树脂或水玻璃中,以喷涂或浸涂等方式涂于需要润滑或覆盖部分,使用量按需要而定,一般为10%~20%。1
把石墨粉末装入齿轮箱中,由于齿轮的搅动作用,使粉末飞扬起来,进入各个摩擦部位,形成粉尘式润滑。粉尘式润滑已经在汽车底盘的变速箱和后桥差速齿轮箱中应用,并取得一定成效。
粉尘式润滑旋工比较简单,只要将固体润滑剂粉末倒入传动箱内便可。使用过程中,可以连续不断地自动补充固体润滑膜。并且可以长期运行,不必人工保膜,维护也比较简单。
油剂可直接加入原润滑系统所使用的润滑油中合并使用,使甩量按需要而定,一般为2~10%左右。
石墨分散在润滑油中使用时,其润滑性能不仅取决于石墨的润滑特性,而且受润滑油性能的影响。试验证明,由石器组成的润滑膜中,如果含有石器的7~8倍量的润滑油则其润滑性能最佳。分散在润滑油中的石墨颗粒度,应根据使用要求综合考虑。一般多用4~10μm的颗粒,因为4~5μm的磨粒磨损量最小,而1μm以下和150μm以上的磨粒磨损量最大。
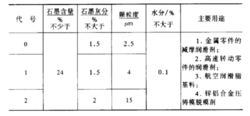
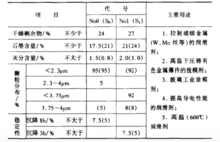
由胶体石墨分散于润滑油中组成的石墨油剂(俗称石墨油)的性能和主要用途见表。
水剂将石墨粉直接加入水或乳化切削液中使用,使用量按需要而定,一般为5~10%左右。
石墨分散在水、油或溶剂中的悬浮液,常用在金属热塑性压力加工的润滑脱模剂上。石墨作为润滑脂稠化剂,可增加承载能力,抗磨损性能及耐热性能等,且高温粘着性好。用平均粒径10μm的石墨制成的石墨乳应用在热锻上,可用到500℃以上,短时间可用到800℃的锻造上。
例如,在钨丝拉制过程中,石墨乳是必不可少的。石墨乳性能的优劣,直接影响钨丝的质量(丝径的一致性和表面缺陷等)及拉丝钻石模孔的磨损。拉制前,石墨乳事先涂敷在被拉制的钨丝表面,再以30~70μm/min的速度通过加热炉(炉温在500~850℃之间),然后通过钻石模孔完成拉丝工序。2
直流电机的碳石墨电刷航天器上大多数小型直流电机,只要求在真空环境中工作。但随着航天飞机的发展,小型传动电机必须在地面及空间环境中工作。用于各种航天器机构中的小型传动电机的功率较小。对于定位或闭锁装置,只需电机作问隙的或一次性操作。可以作为电刷的候选材料有以下几种。
碳石墨加MoS2;
人造石墨加碳酸锂(Li2CO3);
碳石墨,50%的Ag加MoS2;
碳石墨加30%的Ag;
碳石墨加Cu与CuS;
同样品5,但烧结温度较高;
碳石墨加Ag;
80%MoS2加W和Ta;
天然石墨,45%的Cu加氟化钡(BaF2);
天然石墨加BaF2;
石墨,塑料加MoS2。
在长期试验的基础上选出5种较为理想的材料,然后将选出的5种材料在试验中的平均磨损率列在下图中。由图看出,材料5明显优于其他10种材料。7种材料(2、6、7、8、9、10和11)在大多数应用中具有令人满意的低磨损率,其中以材料11最优。3种材料(1、3和4)具有高的磨损。2

本词条内容贡献者为:
王沛 - 副教授、副研究员 - 中国科学院工程热物理研究所
 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国