

石墨电刷是纯用片状天然石墨制成的电刷。
纯粹石墨电刷的制造方法与碳-石墨电刷相同,是经过高温烧结而成,制成的电刷,有各级不同的密度,密度越高,体质越硬,而额定电流密度也越高但是密度较低的石墨电刷在整流子运行时比较稳定,接触也紧密,不致跳动。1
概述电刷的材料大多由石墨制成,为了增加导电性,还有用含铜石墨制成,石墨有良好的导电性,质地软而且耐磨。电刷不仅存在于直流电机,也在交流电机有采用。直流电机中是用来和换向器配合来实现机械换向的,即保证输入到直流电动机或直流发电机输出的电为直流电。交流电机中主要是电刷、滑环间传递电流。随着电力电子技术的发展,利用电子器件换向的无刷直流机也开始广为出现,并发展成熟。
石墨电刷是纯用片状天然石墨制成。无定型石墨杂质太多,除黑铅一种外,很少采用。品形石墨磨损性太高,不合制刷之用。
片状石墨以锡兰产的为最佳,比重为1.8.线膨胀系数不高。导热及导电性能高于无定型碳,为制造电刷的优良原料。
纯粹石墨电刷的制造方法与碳-石墨电刷相同,是经过高温烧结而成,制成的电刷,有各级不同的密度,密度越高,体质越硬,而额定电流密度也越高但是密度较低的石墨电刷在整流子运行时比较稳定,接触也紧密,不致跳动。
石墨电刷的一般特性为能够忍受电流冲击及机械性震动。质地较软而有韧性。寿命比较碳制电刷为长。运转平稳无声,不致跳动。由于具有天然的润滑性能,摩擦系数不高,用在转速较高的电机上,优于碳及碳-石墨电刷。惟对于整流子或滑环的磨损性,虽然比较碳-石墨电刷为优,但是仍旧较差于电化石墨电刷,额定电流密度为11至13安/平方厘米。
黑铅亦是制造电刷材料之一。在实际上,黑铅是无定型石墨的一种,惟两种材料的性能并不完全相同。英国产黑铅颇丰。故被用作制刷材料。经提炼后,甚为干燥,杂质亦少。煤粉砂砾,清除净尽。含有石墨在60%以上。在制作过程中不用高温以保存其润滑性能,导电及导热性能颇高。制成电刷,用在高转速电机上,由于润滑性能优异,无摩擦杂声,又无火花。惟受热后,膨胀性比较碳制电刷为大,故刷握与电刷间的空隙,应留的稍微大些。额定电流密度约为7至8安/平方厘米。1
石墨电刷材料石墨电刷常用的有三种,即天然石墨电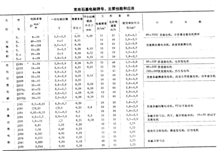 刷(简称石墨电刷)、电化石墨电刷和金属石墨电刷。
刷(简称石墨电刷)、电化石墨电刷和金属石墨电刷。
国产常用的石墨电刷牌号和主要性能如右图所示。
从右图中可以看到,天然石墨电刷和电化石墨电刷电阻系数和电刷压降较大,比较耐磨,允许使用的线速度较高(可达50~70米/秒)。金属石墨电刷电阻系数和电刷压降较小,耐磨性能较差,允许使用的线速度较低,约15~35米/秒。
这些电刷都有系列生产,其尺寸和公差都有标准。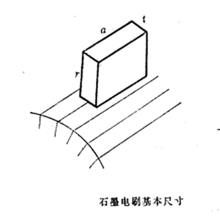
标准尺寸按 t(厚)× a(宽)× r(高)顺序书写如右图所示。
电刷牌号的确定碰根据电机种类、容量、电压、转速和环境条件,以及如右图所示比的表格所列的各项性能进行选择。2
石墨电刷装置结构特点石墨电刷装置按电刷在换向器或集电环上的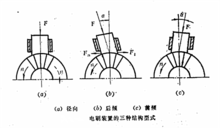 安装方向分为:径向式、后倾式和前倾式三种,如右图(a)、(b)、(c)所示。
安装方向分为:径向式、后倾式和前倾式三种,如右图(a)、(b)、(c)所示。
径向式电刷对单向和双向旋转的电机都适用。对要求能两个方向旋转的电机,则必须采用径向安装结构。单方向旋转的电机采用径向电刷时,还可以采用上端面倾斜式。
电刷对刷盒前壁有一个适当的靠紧分力,可以提高电刷工作的稳定性。
对只允许一个方向旋转的电机,如电源电机、电机扩大机及部分转速较高的直流电动机等,常采用后倾式结构, 如右图(b)所示。后倾角度 大约在30°左右,这时电刷上的压力F在切向的分量
大约在30°左右,这时电刷上的压力F在切向的分量

 与电刷摩擦力
与电刷摩擦力 方向相反,一般取
方向相反,一般取 , 可使电刷与刷盒壁之间的滑动摩擦减轻,提高电刷与换向器滑动接触的灵活性,改善换向性能。当
, 可使电刷与刷盒壁之间的滑动摩擦减轻,提高电刷与换向器滑动接触的灵活性,改善换向性能。当 时,电刷基本不与刷盒壁接触,电刷在刷盒中最灵活,但电刷工作稳定性较差。
时,电刷基本不与刷盒壁接触,电刷在刷盒中最灵活,但电刷工作稳定性较差。
前倾式电刷在工作中被紧压在刷盒侧壁上,减振效果好,电刷工作稳定性好,有利于减小火花。因压力 的切向分量
的切向分量 与电刷摩擦力方向相同,加重了电刷与刷盒壁之间的摩擦,故前倾角
与电刷摩擦力方向相同,加重了电刷与刷盒壁之间的摩擦,故前倾角 应较小,可取15°左右。
应较小,可取15°左右。
在较大功率的同步发电机集电环上,前倾与后倾式电刷可成对使用,形成爪式刷握结构。
这种结构在直流力矩电机中也被采用,只是其弹簧一般采用金属片。这种结构也适用于要求两个方向旋转的情况。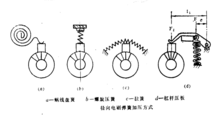
在常用的径向式结构中,弹簧加压方式也有不同。如右图所示,(a)为蜗线弹簧,(b)为螺旋弹簧,(c)为拉簧。这三种弹簧加压方式都是使弹簧压力直接作用在电刷上。(d)为杠杆压板式,其结构特点是弹簧压力不直接压到电刷上。
直接加压的电刷装置中,随着电刷的磨损,弹簧压力将随之减小。而间接作用的电刷装置中(如右图(d)所示),弹簧压力在电刷上的分量可基本保持不变,因为弹簧拉力 与加征电刷上的压力
与加征电刷上的压力 之间的关系为
之间的关系为

式中 与
与 分别如右图(d)所示。
分别如右图(d)所示。
电刷磨损后, 变小,而
变小,而 相应有所增
相应有所增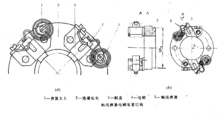 加,两者的综合可保持电刷压力基本不变。
加,两者的综合可保持电刷压力基本不变。
如右图所示为蜗线弹簧电刷装置结构。(a)为径向式,(b)为后倾式。用两个专用的螺栓,由专用工具定位,把刷盒固定在塑料压制的电刷架上。蜗线弹簧可以用铍青铜或弹簧钢片制成。刷盒可用黄铜、也可用铝合金精密铸造。
盒式螺旋弹簧电刷装置结构如右图所示,(a)为径向式,(b)为倾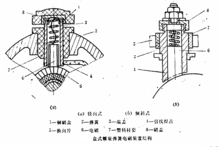 斜式。径向式结构也可用在端面换向器上,这时他成为轴向式。
斜式。径向式结构也可用在端面换向器上,这时他成为轴向式。
这种电刷装置结构多用于小功率直流电机,其特点是结构紧凑,它一般由铜刷盒1和拧在刷盒上的刷盖8组成。弹簧2通过刷盖8给电刷加压,刷盒材料多为黄铜。端盖与刷盒之间为塑压的绝缘衬套7。电刷引线焊在铜刷盒一端。
拉簧式电刷装置用于小机座号直流电机。特点是结构比较简单,便于安装刷盒。刷盒可用黄铜或紫铜板冲压而成,弹簧用不锈钢丝或琴弦钢丝卷制。2
石墨电刷装置的主要要求(1)使电刷在换向器或集电环上的位置和尺寸有足够的精度,并使电刷与刷盒内壁有合适的间隙,这样,既保证电刷在换向器上位置正确,也使电刷在刷盒内活动自如,不滞住,不偏斜。为此,刷盒下面与换向器表面间距离不宜过大。一般情况下距离可取0.8~2.0毫米,距离过大,将使电刷偏斜。
此外,刷盒也应该有一定的刚度、精确的尺寸和光滑的内表面,电刷与刷盒内壁间隙一般为每边0.02~0.2毫米。
(2)电刷工作时,弹簧加在电刷上的压力应变化较小或基本不变,这要求电刷和换向器耐磨损,单位面积电刷压力合适,通常在150~400克/平方厘米范围以内选取。
(3)刷盒的固定部位时有足够的刚度,以免使刷盒和刷架随电刷产生振动。
(4)电刷研磨(磨合)
电刷安装后,需进行电机通电空载磨合。可以先在专用的砂轮机上预磨,使电刷与换向器表面之间的磨合面不少于电刷载面积的80%。
(5)电刷装置的调整与检查
电刷装置安装后,通过专用样板等量具,检验刷盒间的距离、刷盒内圆至端盖小心线间的距离。用测力计检查电刷压力并调整到要求数值。2
作用电刷的作用就是接通有相对运动的两个物体之间的电流。最常见的是电机的换向器,也有直线运动的电车、电动机车的电刷。电刷的形状各异,在电机上使用的多为长方形,安置在电刷架上。电刷和换向器或滑环之间有一定的压力,大型的电刷结构比较复杂,小型电刷就比较简单。电刷的电流导出也不一样,大型电刷上有导线,小型的经常由弹性导电片引出。起重天车的和地铁,城铁用的集电靴,也可以归于电刷,但是材料和结构和石墨电刷就很不一样。
本词条内容贡献者为:
王沛 - 副教授、副研究员 - 中国科学院工程热物理研究所
 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国