

失效率是指工作到某一时刻尚未失效的产品,在该时刻后,单位时间内发生失效的概率。一般记为λ,它也是时间t的函数,故也记为λ(t),称为失效率函数,有时也称为故障率函数或风险函数。
基本信息定义在极值理论中,失效率称为“强度函数”;在经济学中,称它的倒数为“密尔(Mill)率”;在人寿保险事故中,称它为“死亡率强度”。
按上述定义,失效率是在时刻t尚未失效产品在t+△t的单位时间内发生失效的条件概率。即它反映t时刻失效的速率,也称为瞬时失效率。
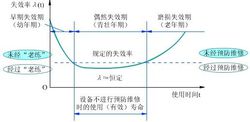
分类失效率的观测值是在某时刻后单位时间内失效的产品数与工作到该时刻尚未失效的产品数之比,即失效率曲线:典型的失效率曲线 失效率(或故障率)曲线反映产品总体个寿命期失效率的情况。图示为失效率曲线的典型情况,有时形象地称为浴盆曲线。失效率随时间变化可分为三段时期:
早期失效
早期失效期,失效率曲线为递减型。产品投稿使用的早期,失效率较高而下降很快。主要由于设计、制造、贮存、运输等形成的缺陷,以及调试、跑合、起动不当等人为因素所造成的。当这些所谓先天不良的失效后且运转也逐渐正常,则失效率就趋于稳定,到t0时失效率曲线已开始变平。t0以前称为早期失效期。针对早期失效期的失效原因,应该尽量设法避免,争取失效率低且t0短。
偶然失效
偶然失效期,失效率曲线为恒定型,即t0到ti间的失效率近似为常数。失效主要由非预期的过载、误操作、意外的天灾以及一些尚不清楚的偶然因素所造成。由于失效原因多属偶然,故称为偶然失效期。偶然失效期是能有效工作的时期,这段时间称为有效寿命。为降低偶然失效期的失效率而增长有效寿命,应注意提高产品的质量,精心使用维护。加大零件截面尺寸可使抗非预期过载的能力增大,从而使失效率显著下降,然而过份地加大,将使产品笨重,不以济,往往也不允许。
耗损失效
耗损失效期,失效率是递增型。在t1以后失效率上升较快,这是由于产品已经老化、疲劳、磨损、蠕变、腐蚀等所谓有耗损的原因所引起的,故称为耗损失效期。针对耗损失效的原因,应该注意检查、监控、预测耗损开始的时间,提前维修,使失效率仍不上升,如图中虚线所示,以延长寿命不多。如果在进入耗损失效期之前,进行必要的预防维修,它的失效率仍可保持在偶然失效率附近,从而延长产品的偶然失效期。当然,修复若需花很大费用而延长寿命不多,则不如报废更为经济。1
计算计算机系统的可靠性是制从它开始运行(t=0)到某时刻t这段时间内能正常运行的概率,用R(t)表示.
所谓失效率是指单位时间内失效的元件数与元件总数的比例,以λ表示,e是常数2.71828182846,当λ为常数时,可靠性与
失效率的关系为:
R(t)=e-λt(λt为次方)
两次故障之间系统能够正常工作的时间的平均值称为平均无故障时间(MTBF)
如:同一型号的1000台计算机,在规定的条件下工作1000小时,其中有10台出现故障
,计算机失效率:λ=10/(1000*1000)=1*10-5(5为次方)
千小时的可靠性:R(t)=e-λt=e(-10-5*10^3(3次方)=0.99
平均故障间隔时间MTBF=1/λ=1/10-5=10^5小时.
相关信息失效模式失效模式与影响分析
失效模式与影响分析(英文:Failure mode and effects analysis,FMEA),又称为失效模式与后果分析、失效模式与效应分析、故障模式与后果分析或故障模式与效应分析等,是一种操作规程,旨在对系统范围内潜在的失效模式加以分析,以便按照严重程度加以分类,或者确定失效对于该系统的影响。FMEA广泛应用于制造行业产品生命周期的各个阶段;而且,FMEA在服务行业的应用也在日益增多。失效原因是指加工处理、设计过程中或项目/物品(英文:item)本身存在的任何错误或缺陷,尤其是那些将会对消费者造成影响的错误或缺陷;失效原因可分为潜在的和实际的。影响分析指的是对于这些失效之处的调查研究。
基本术语失效模式(又称为故障模式)
观察失效时所采取的方式;一般指的是失效的发生方式。
失效影响(又称为失效后果、故障后果)
失效对于某物品/项目(英文:item)之操作、功能或功能性,或者状态所造成的直接后果。
约定级别(又称为约定级)
代表物品/项目复杂性的一种标识符。复杂性随级数接近于1而增加。
局部影响
仅仅累及所分析物品/项目的失效影响。
上阶影响
累及上一约定级别的失效影响。
终末影响
累及最高约定级别或整个系统的失效影响。
失效原因(又称为故障原因)
作为失效之根本原因的,或者启动导致失效的某一过程的,设计、加工处理、质量或零部件应用方面所存在的缺陷
严重程度(又称为严重度)
失效的后果。严重程度考虑的是最终可能出现的损伤程度、财产损失或系统损坏所决定的,失效最为糟糕的潜在后果。
历史从每次的失效/故障之中习得经验和教训,是一件代价高昂而又耗费时间的事情,而FMEA则是一种用来研究失效/故障的,更为系统的方法。同样,最好首先进行一些思维实验。
二十世纪40年代后期,美国空军正式采用了FMEA[2]。后来,航天技术/火箭制造领域将FMEA用于在小样本情况下避免代价高昂的火箭技术发生差错。其中的一个例子就是阿波罗空间计划。二十世纪60年代,在开发出将宇航员送上月球并安全返回地球的手段的同时,FMEA得到了初步的推动和发展。二十世纪70年代后期,福特汽车公司在平托事件(参阅英文条目:Pinto)之后,出于安全和法规方面的考虑,在汽车行业采用了FMEA。同时,他们还利用FMEA来改进生产和设计工作。
尽管最初是由军事领域所建立的方法,但FMEA方法学已广泛应用于各种各样的行业,包括半导体加工、饮食服务、塑料制造、软件以及医疗保健行业[3][4]。在设计和加工处理格式方面,FMEA已经结合到了高级产品质量规划(英文:Advanced Product Quality Planning,APQP),以便提供基本的风险化减手段以及实现对于预防策略的时机选择。汽车行业行动工作组 (英文Automotive Industry Action Group,AIAG) 要求在汽车的APQP过程中运用FMEA方法,并且还发布了详细的一份关于如何应用这一方法的手册[5]。对于每种潜在的原因,都必须针对其对于产品或加工处理过程的影响而加以考虑,并根据相应的风险,确定所要采取的行动措施,并在行动措施完成之后对风险重新加以评估。[Toyota]]已经进一步将这种方法与自己的基于失效模式的设计审核(英文:Design Review Based on Failure Mode,DRBFM)方法结合在一起。2013年,这一方法还同时得到了美国质量协会(英文:American Society for Quality)的支持。美国质量协会针对应用这种方法而提供有若干的详细指南。
实施在FMEA之中,失效之优先级别的确定依据的是它们的后果到底有多么严重,它们究竟出现得有多么频繁以及可被发现究竟有多么容易。FMEA同时还记载当前对于失效风险的了解和行动措施,以便用于持续改进。在设计阶段,FMEA的应用旨在避免将来发生失效。之后,在过程控制当中以及在相应过程的不断运行之前和过程当中,都会用到FMEA。在理想情况下,在最早的概念设计阶段就开始使用FMEA,并且继续加以使用,直至贯穿产品或服务的整个生命周期。
FMEA的目的在于从优先级别最高的失效着手,采取行动措施,从而消除或减少失效。FMEA还可以用于评价风险管理优先级别,以便缓和已知形成威胁的薄弱部位。FMEA有助于选择补救措施,从而减少因为系统失效(故障)所造成的若干生命周期后果(风险)的累积效应。
在2013年许多正规的质量体系也在采用FMEA,比如 QS-9000 或 ISO/TS 16949。
FMEA的应用在处理失效模式及与其相关的原因的时候,FMEA可以为我们提供一种分析手段。在考虑设计之中可能存在的失效之时,比如安全、成本、性能、质量和可靠性,为了避免这些失效的发生,工程师可以利用FMEA,获得大量关于如何变更开发/制造过程的信息。FMEA为我们提供的是一种简便易用的,用来确定究竟哪种风险最令人担心的工具,从而需要我们在问题真正发生之前,采取相应的行动措施,避免它的发生。这些规格说明的编制,将会保证相应的产品能够满足预定的需求。
准备工作过程FMEA的过程简单明了。FMEA分为三个主要阶段。在这些阶段之中,需要确定合适的行动措施。但是,在FMEA开始之前,重要的一点就是,要完成一些前期准备工作,以便确认此次分析具有稳健性,且其中包括了既往的历史。
稳健性分析可以利用接口矩阵、边界图以及参数图来完成。许多失效问题往往是由于噪声因素以及与其他零部件和/或系统之间共享的接口所造成的,因为工程师倾向于集中关注他们所直接控制的东西。
首先,有必要对当前系统及其功能加以描述。透彻的理解将会简化进一步的分析工作。这样,工程师就能够明白,到底系统的哪些用法是人们所需要的,而那些哪些并非如此。重要的是要同时考虑到预期和意外用法。意外用法属于是不利环境的一种形式。
接下来,需要为系统创建一幅框图。该图用于概括描述主要组件或过程步骤以及它们之间是如何彼此关联起来的。这些就是所谓的逻辑关系,而FMEA正是围绕这些关系而进行下去的。建立一个编码系统将有助于标识不同的系统要素。FMEA之中应当始终包括有上述框图。
在开始进行实际的FMEA之前,还需要创建一份工作表,其中包含的是有关当前系统的重要信息,如修订日期或组件名称。在这张工作表中,应当依据上述框图,按合乎逻辑的方式,列出分析对象的所有项目或功能。
FMEA 工作表示例
|| ||
严重程度依据功能需求及其影响来确定所有的失效模式。失效模式的例子有:电路短路、锈蚀或变形。 重要的是要注意到,一个组件之中的失效模式可以导致另一组件之中的失效模式。因此,对于每种失效模式,均应当采用技术术语,并按功能列出。 此后,需要加以考虑的是每种失效模式的最终影响。失效影响被定义为,按照用户的认知方式,失效模式对于系统功能产生影响的结果。这样,便于按照用户所可能看到或经历的情况,来描写这些影响。失效影响的例子有:性能下降、噪声,甚至是对于用户的伤害。 对于每种影响,分别都赋予一个取值为1(无危险)到10(危重)之间的严重程度值。此类数值有助于工程师排定失效模式及其影响的轻重缓急次序。如果某影响的严重程度值为9或10,则应当考虑采取行动措施,尽可能通过消除该失效模式,或者保护用户免受其影响,来变更相应的设计。严重程度分级9或10一般保留用于那些会对用户造成伤害或者以其他方式引起诉讼的影响。
出现频度在这一步当中,需要考虑失效的原因以及它所出现的频数。这项工作可以通过检查类似的产品或过程以及已经记录在案的那些相关的失效情况来完成。失效原因被视为设计缺陷。对于失效模式所有潜在的原因,均应当加以确定和记载。同样,这里也应当采用技术术语来描述。原因的例子有:错误的算法、过高的电压或者不当的操作/工作条件。 同样,也可以为每种失效模式赋予一个范围为1~10的概率值(O)。如果出现频度高(指的是概率值>4的非安全失效模式以及第1步的严重程度值为9或10且概率值>1时),就需要确定出行动措施。 这一步称为FMEA过程的细化部分。 另外,还可以将出现频度定义为百分数(%)。如果发生某种非安全问题的比例不足1%,那么就可以赋予它数值1。这取决于您的产品与客户规格说明。
检查当一旦确定了适当的行动措施,需要做的一件工作就是测试它们的效能。同时,还需要进行设计验证。而且,还需要选择合适的检查方法。首先,工程师应当关注当前对系统所采取的控制措施,也就是那些防止失效模式发生或者在失效问题殃及客户之前予以发现。之后,应当确定可以或者已经用于类似系统的,旨在发现失效问题的测试、分析、监控以及其他技术方法。根据这些控制措施,工程师可以了解某种失效问题能够得以识别或发现的可能性到底有多大。前两步的每种组合形式都将获得一个发现指数(D)。该指数表示的是,预定的测试或检查工作在消除缺陷或发现失效模式方面的能力。
在完成上述3个基本步骤之后,要计算的就是风险优先级数(英文:Risk Priority Numbers,RPN)。
其他信息风险优先级数RPN在选择防范失效模式的行动措施方面并不发挥什么重要作用。它们更大程度上是属于评价这些行动措施方面的阈值。
在对严重程度、出现频度和易发现性进行分级之后,只需把这三个数值乘起来,就可以得到RPN:
RPN = S x O x D
对于整个过程和/或设计而言,这是一项必须完成的工作。一旦完成,最大关注范围的确定工作就会变得轻松。就纠正措施而言,RPN最高的失效模式应当获得最高的优先级别。这就是说,严重程度值最高的失效模式并不一定就应当首先加以处理。首先应当处理的可能是那些严重程度相对较低,但更常发生且不太易于发现的失效问题,
在分配了这些数值之后,要记录下配有目标、责任以及实施日期的行动建议。这些行动措施可以包括具体的检查、测试或质量程序、重新设计(如选择新的组件)、增加更多的冗余以及限制环境压力或工作范围。 一旦在设计/过程之中实施了这些行动措施之后,就应当检查新的RPN,以便确认改善情况。为了便于可视化,往往会把这些测试呈现为图形。无论何时,只要设计或过程发生了变化,就应当对FMEA加以更新。
合乎逻辑而又重要的几点就是:
努力消除失效模式(有些失效预防起来要比其他的更容易)最大程度地降低失效的严重程度降低失效模式的出现频度改进检查发现工作。
时机安排只要是下列情况,均应当对FMEA加以更新:
· 每个周期的开始(新产品/过程)
· 对操作条件作出变更
· 对设计作出变更
· 建立了新的法律或规章制度
· 消费者反馈表明存在某种问题
FMEA的用途建立可以实现失效可能性最小化的系统需求。
建立系统设计和测试方法,确保相应的失效得以消除。
评价消费者需求,以确保这些需求并不会造成潜在的失效。
识别促成失效的某些设计特性,并最大程度地减少或消除相应的影响。
跟踪和管理设计之中的潜在风险。这有助于在未来的项目当中避免碰到同样的失效。
确保可能出现的任何失效不会伤害到消费者或者严重影响系统。
优点改善产品/过程的质量、可靠性和安全性
改善公司形象和竞争力
提高用户满意度
减少系统开发工作的时间和成本
搜集信息,以减少未来的失效,获取工程设计知识
减少出现报单问题的可能性
早期发现、确定和消除潜在的失效模式
重点问题的防范
最大程度地减少后期变更及其相关成本
促进团队合作以及不同功能部门之间的意见交换
局限性既然FMEA实际上依赖于那些负责调查产品失效问题的委员会成员,那么他们关于既往失效问题的经验也就制约着FMEA。如果某种失效模式无法得以确定,那么就需要那些了解许多不同类型产品失效问题的顾问来提供外部协助。因此说,FMEA属于是更大规模的质量控制体系的组成部分;其中,文档记录对于实施工作来说具有至关重要的作用。在工程技术鉴定(forensic engineering,鉴别工程)和失效分析(或称故障分析)领域,2013年已有一般性的文章和详细的出版物。在产品完整性评价工作之中应用FMEA,2013年已是许多具体的国家标准和国际标准的一般要求。
如果作为一种自上而下型的工具,FMEA也许只能发现系统之中的主要失效模式。故障树分析(英文:Fault tree analysis,FTA)更适合于自上而下型分析工作。如果作为一种“自下而上型”工具,FMEA则可以对FTA起到增强或补充作用,发现和确定多得多的,导致顶层症状的原因和失效模式。FMEA无法发现那些涉及同一子系统内多种失效问题的复杂失效模式,或者报告特定失效模式适合于上级子系统或系统的预期失效间隔。
此外,严重程度、出现频度和发现难度分级之间相乘,可能会造成级别逆转现象,即严重程度较轻的失效模式所获得的RPN高于更为严重的失效模式。发生这种现象的原因就是,这些分级属于是等级型标度值(ordinal scale numbers),而对于它们来说,乘法并不是一种有效的运算方法。等级型秩次只是表示,一种秩次优于或劣于另一秩次,但并没有说究竟到什么程度。例如,秩次为“2”并不是说糟糕的程度是秩次为“1”时的两倍,或者秩次为“8”并不是说糟糕的程度是秩次为“4”时的两倍。但是,上述乘法却正是把它们视为如此来处理的。进一步的讨论,请参见标量水平(Level of measurement)。
本词条内容贡献者为:
李嘉骞 - 博士 - 同济大学
 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国