

该机是把计算机辅助设计、辅助分析、辅助制造、辅助测试技术和多点成形技术结合于一体,实现板材的快速无模柔性成形,是对传统模具成形生产方式的重大创新。
该机应用范围广泛,可满足各种行业板类件的加工需要。可用于高速列车流线型车头、飞机、各种车辆、航天器、轮船舰艇、压力容器等外壳的制造。
成形压力机简介粉末冶金成形压力机的驱动装置主要有机械式和液压式。分别简介如下。
机械式粉末成形压力机机械式粉末成形压力机在压制与脱模时所需的动力是由电动机驱动的飞轮提供的,飞轮一般安装在高速旋转的轴上并不间断地进行运转。压力机通过装在飞轮轴上的离合器和制动器进行起动和停车。在成形过程中随时可以啮合与脱开。离合器通常借助于弹簧松脱装置气动接合,制动器用一片簧组气动脱开,从而在空气压力不足时能提供足够大的制动力。为调节由压制到脱模过程的生产速度,选用速度可调的压力机。
在主电动机功率不高于约19kW的压力机上,调速传动装置一般为变距带轮或牵引一驱动型装置。功率大于19kW时,最好选用直流电动机或涡流控制装置。电动机和传动装置都必须完全密封,以防止被金属粉尘污染。
机械式粉末成形压力机有顶部驱动和底部驱动两种形式。在顶部驱动的压力机中,电动机、飞轮及变速系统皆位于压力机顶部(或上部)机构中,压制力为1960kN(200tf)左右的压力机安装在地面上,不需要或只需要一个小地坑。压制力大于1960kN的顶部驱动式压力机通常需要有地坑,以使操作者有一个合适的工作高度。
在底部驱动的压力机中,电动机、飞轮及传动机构皆装在压力机底座中。这些压力机通常都是拉下式的,即通过拉杆或连接杆将压力机的上压头拉下。压制力大于445kN(50tf)的底部驱动的压力机,一般都需要有地坑。
常见的机械式粉末成形压力机有凸轮驱动式成形压力机、偏心驱动式成形压力机、肘杆式成形压力机以及转盘式成形压力机等。1
液压式粉末成形压力机一般生产用液压式粉末成形压力机额定压制力为490一12250kN(50一1250tf),专用液压式压力机额定压制力可达49000kN(5000tf)。液压式压力机可以成形沿压制方向很长的压坯,机械式压力机最大装粉高度一般为180mm,而液压式压力机的最大装粉高度一般为380mm。
压制长的压坯时,液压式压力机的压制速度很低,有利于模腔中粉末里夹带的空气从模具的间隙处逸出。
液压式压力机的结构特点
由于液压式压力机的主要工作的液压缸位于压力机正中顶部,因而大多数液压式压力机驱动装置都在顶部。压制压坯的力就来自这个主液压缸。液压式压力机压制成形时的下行速度有三种:
1)快速下行。这时产生的压制力极小,用于使模冲快速进入阴模型腔。
2)中速下行。当需要从下部施加压力时,开始压制时使用的压制力约为全部额定压制力的50qc。
3)慢速下行。用于最终压制成形的最大压制力。
粉末成形压力机中常用的液压泵系统有两种类型:高·低压系统和油路充油系统。高。低压系统有一双动式主缸。回授油路用于快速趋近,即快速下行。一开始,用大容量的低压泵驱动液压缸的活塞,除低压泵容量外,油液还从低压缸的底部流向缸的顶部。中速下行时,回授油路不起作用,但低压泵仍在驱动活塞。以最大压制力压制时低压泵不起作用,由高压泵驱动活塞。
油路充油系统有一单向式主液压缸,压头的动作受控于小的双动式液压缸。控制压
头的液压缸皆比主缸小,因此对于使压头快速移动仅需要低的油液流速。但在趋近和回行期间,油液流入和流出的速度很高。主缸装有一个大的双通阀,从而使油液可在低压(通常是重力供油)下流动。压制时,双通阀被关闭,来自高压泵的油压作用在主缸活塞上。
零件压坯一般是由装在压力机底座正中的液压缸脱出的。依据所用模具的类型,液压缸或者向上将零件压坯顶出或者将阴模向下拉下脱出零件压坯。
将零件压坯压制到给定厚度时,在液压式压力机上是用一刚性机械挡块来控制压头的下行动作。当将零件压坯压制到要求的密度时,可通过调节液压缸的压力来控制压头的下行动作。当将零件压坯压制到要求的单位压力时,压力机压头停止下行,回行至其回程位置。2
对成形压力机的基本要求根据粉末成形特性,粉末成形压力机一般应满足压制力(上模冲装置)、送料系统(装料机构)、成形和脱出行程、脱出力(下模冲及芯棒动作装置)等因素对没备的要求,模具设计者应了解这些因素(装置),以便确定模具结构。粉末成形压力机的各种基本装置的说明见表4-1。
上模冲动作装置:1.单动作时(单模冲),直接由上工作台传递压力机额定压力,根据成形需要应可调整
加压、成形、后压,保压等动作。2.多动作时(多模冲),可以通过增设的气缸(液压缸),进行驱动多个上冲头,以达到不同形状压胚成形要求。3.在加压过程中,为防止粉末中空气引起的压坯裂纹及变形,应有排除粉末中空气的装置。
装料机构:1.供料系统。一般由储存料仓、输送软管、送料靴及驱动与振动装置组成。2.过量装料机构。可以比正规填充量多填充一些粉末,压制前能够充填到模腔的各个部分。3.欠料装料机构。送料靴加料完毕退后,使阴模略微上升,防止开始加压时模腔内粉末泄漏影响压坯密度。
阴模装置:1.预压装置。用控制器控制阴模正确动作,加上预压以(克服自身重量)阻拦空动。2.保持装置。在加压过程中,上模冲下压时,使阴模在承受规定压力之前不下降(称压坯上下密度调整装置)。3.调节加压装置。上模冲下压时,阴模可作同样下浮动作。当需要时,可令阴模按需比例下降,并同时上,下加压,以保证压坯各部分密度均匀。
下模冲动作装置:1.单模冲时,由下缸传递压力机稳定脱模压力,确保压坯脱模。2.多模冲时,由气缸(或液压缸),斜楔机构来确保压制多台阶面压坯的成形及脱模。
芯棒动作装置:1、通过气缸(或液压缸)来保证芯棒装料后到位(对薄壁件时),以使模腔装粉均匀。2、通过气缸(或液压缸)来保证芯棒浮动,使压坯内部密度均匀。3.通过气缸(或液压缸)来保证脱模时,芯棒后脱(或先脱)以防止压坯裂纹。1
成形压力机的选择依据对于粉末冶金常用的液压式和机械式压力机,都要考虑压制压力、顶出力、脱模方式、工作台面尺寸、行程、压制方式、装粉、生产效率等诸因素。
1.压制压力
1)在选用专用粉末成形压力机时,必须使压力机的额定压力大于压坯所需要的压制力。一般来说,压制力为压力机额定压力的60%~85%较为合适(特别是对液压式压力机)二若使用额定医力过高的压力机,一方面末充分发挥设备的潜力,另外压力控制的准确性也降低。若使用额定压力过低的压力机,对延长压力机寿命不利。
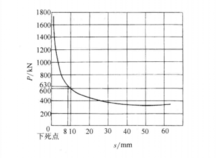
2)在选用普通可倾压力机时,需要结合压坯的高度来考虑压力机实际能达到的压力.由于常用的机械压力机(冲床)是为冷冲压而设计的,其受力行程小。例如630kN双柱可倾压力机,实际达到的压力P与滑块行程s有关(下图)。所谓630kN是指受力行程在8mm处的实际压力,过早受力时(受力行程大于8mm),则实际压力减小,而粉米冶金压制的受力行程大,开始压制时,所需要的压力很小,随着压制过程的进行,需要的压力急剧上升。在这个过程中,消耗了压力机一定量的动能,因而实际达到的压力要小于下图所示的曲线。压坯越高,实际压力下降得越多。因此,压坯的高度将受到限制。2
2.脱出力及下模冲动作装置
(1)脱出力(顶出力)
脱出力是粉末成形压力机的一个重要参数。制造厂在其压力机的技术性能数据中列出额定顶出力(kN)。有些厂家将额定顶出力分成初始顶出力与持续顶出力。初始分离顶出力是将压坯从成形位置顶出一预定距离(通常为0.79~12.7mm);持续顶出力一般为初始顶出力的25%~50%,以避免压坯脱模时裂纹的产生。压制所需脱出力取决于压坯与模冲、芯棒及阴模型腔侧壁的接触面积、模具材料、模具工作表面的表面粗糙度以及所用润滑剂的种类和数量等因素。
对于高密度、粉料中润滑剂少和侧面积大(如齿轮或高度大)的压坯,尤其要注意脱模力的问题。
(2)下模冲动作装置
1)压制直套类压坯时(单模冲),由下缸机构传递压力机脱模力,确保压坯脱模。
2)压制多台阶面类压坯时,有多个气(油)缸或可增设斜楔机构等,确保压坯的成形和脱模。
3.阴模及芯棒动作装置
对于多功能的粉末成形压力机,还具备多动作的阴模及芯棒动作装置,以满足复杂形状压坯成形及脱模要求。
(1)阴模动作装置
1)预压装置。用控制器控制阴模正确动作,加上预压(克服阴模自身重量)以阻止空动。
2)保持装置。在加压过程中,上模冲下压时,阴模在承受规定压力之前不下降,亦称为压坯上下密度调整装置。制造厂在其压力机的技术性能数据中列出了阴模浮动(挡块)能力(kN)。
3)调节加压装置。调节加压装置适用于压制多台阶面压坯。上模冲下压时,阴模可做同样下浮动作。当需要时,可令阴模按照所需比例下降,并同时上下加压,以保证压坯各部分密度均匀。
(2)芯棒动作装置
1)通过气缸来保证装料时芯棒后到位(对薄壁压件),以使模腔装粉均匀。
2)通过气缸来保证阴模浮动,使压坯(带内台阶面)内部密度均匀。
3)通过气缸来保证压坯脱模时,芯棒后脱(或先脱),以防止压坯产生裂纹。
3.其他因素
(1)生产效率
在保证压坯成形质量的前提下,机械式粉末成形压力机生产效率高,在两种压力机都能压制的情况下,中、小型规格的零件,采用机械式粉末成形压力机更合适。对大型复杂结构零件,采用机械式粉末成形压力机更合适。对要求密度均匀的大型复杂结构零件(各部位不允许有裂纹),宜采用液压式粉末成形压力机。
(2)安全装置
压力机制造厂应提供正规的安全作业规程,并保证压力机操作者在正常使用时不应受到伤害等危险。设备应配有保证人身安全的装置。比如光电感应装置,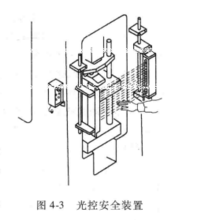 当压力机正常运行中,一旦操作者不慎将手进入模冲行程,压力机应立即停止,如图所示。2
当压力机正常运行中,一旦操作者不慎将手进入模冲行程,压力机应立即停止,如图所示。2
应用板材无模多点成形设备可应用于飞机、
成形压力机航天器、各种车辆、轮船、舰艇、医学工程、压力容器、建筑装潢城市雕塑等领域。目前,已应用领域如下
(1)列车流线型车头覆盖件成形
长春轨道客车股份有限公司使用无模多点成形系统生产出44种成形难度大的高速列车车头覆盖件,节省了巨额模具费用;按原工艺方案生产新车型的模具需6~8个月时间,采用多点成形技术后,仅用几天的时间就完成了一台新型高速列车车头覆盖件的成形,大大缩短了新产品的开发周期,提高了成形效率与成形质量;同时,显著地降低了工人的劳动强度,改善了工作环境。
唐山机车车辆厂定制的多点成形系统也已通过验收,即将投入300公里动车组的生产中。
(2)钛合金板成形
我国新一代潜艇的外板用钛合金材料,成形后的回弹极大,用传统的方法很难成形;采用多点成形设备较好地解决了钛合金成形问题。洛阳725所已利用该设备加工了数件潜艇钛合金外板,缩短了生产周期。
(3)医学工程中的钛网板塑形
在医学工程中,人脑受损伤后,颅骨缺损部位需要植入钛网板进行修补。采用多点成形技术,很好地解决了钛板塑形问题。这项技术首先根据CT断层照片完成颅骨修补部位的三维重建,然后进行修复体的数字设计、模拟装配、优化工艺参数,最后将设计好的修复体数据直接传输到无模多点成形设备上制造出修复体。目前,北京天坛医院,天津环湖医院,天津第一中心医院,吉林大学一院、二院、三院、四院,长春市中心医院,中日联谊医院,哈医大一院、黑龙江省医院、云南德宏州医院、青岛四零一医院等已成功用于200多例临床手术。
(4)建筑装饰件成形
(5)2008年北京奥运会国家体育馆(鸟巢工程)中的弯扭板件
世人瞩目的2008年北京奥运会国家主体场馆——鸟巢工程,被专家们认为“在世界建筑设计史上具有开创性的意义”。但在具体施工方面,面临三大世界技术难题。第一大难题就是鸟巢工程中大量的钢结构部件需要三维曲面成形,而目前在世界上还没有类似鸟巢这种形状的钢结构建筑。鸟巢场馆承建方经过调研与考察我们的多点成形技术与设备,并通过两次工艺试验,认为多点成形设备很容易解决这个难题,于是与公司签订了SM150型多点成形设备的制造合同。目前该设备已交付使用,加工的钢板弯扭结构件符合工艺要求,令用户十分满意。
(6)压力容器封头件成形
(7)薄板件、大曲率件及特殊形状样件成形
无模多点成形技术还解决了利用柔性压边装置实现薄板多点成形的技术难题,成形出了多种曲率大、形状复杂,厚度仅为0.5毫米的薄板件,同时实现了大变形量下的无缺陷成形,获得使用模具很难实现的大曲率马鞍形工件,而且加工出总扭曲角度超过360度的扭曲形样件。3
本词条内容贡献者为:
胡建平 - 副教授 - 西北工业大学
 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国