

焊接变形的收缩余量始终是一个比较复杂的问题,对接焊缝的收缩变形与对接焊缝的坡口形式、对接间隙、焊接线的能量、钢板的厚度和焊缝的横截面积等因素有关,坡口大、对接间隙大,焊缝截面积大,焊接能量也大,则变形也大。
简介为了保证铸件冷却后尺寸符合要求,在制做木模时,应加放适当的余量,这种余量叫做收缩余量。收缩余量是根据铸件的线收缩率来确定。线收缩率就是通常所说的金属材料收缩率。
金属材料的自由收缩和阻碍收缩:
1)自由收缩是指金属固态收缩时不受阻碍的收缩。
2)阻碍收缩是指金属固态收缩刚受阻碍的收缩.
铸件大多是阻碍收缩。
铸件收缩的分析金属液从浇注温度凝固冷却至常温的过程中,体积不断地发生变化,最后总体积缩小,这种现象称为金属的铸造收缩。其收缩量由体积百分数表示的为体收缩率,因为计算复杂,一般很少应用,多用在研究金属的液态收缩和凝固收缩上,当金属液凝固以后,在继续冷却的过程中会产生固态收缩,固态收缩引起铸件尺寸的缩小,其收缩量用长度的百分数表示,称为线收缩率。严格地说,铸件的线收缩率并不完全是固态收缩形成的,它只能是铸件尺寸收缩的量与它原来在铸型内浇注尺寸的比值。
当铸件在铸型内的收缩不受任何机械阻碍时,它的线收缩率为自由线收缩率,当铸件的收缩受到砂型,砂芯等机械阻碍时,这样南线收缩率为阻碍线收缩率。铸件的阻碍线收缩率一般都要小于自由线收缩率。
铸造金属的线收缩率是用试样在自由收缩的情况下测定的,而铸件的线收缩率是在特定的复杂的条件下尺寸收缩的比值,也就是说,同一金属所铸造的不同铸件,其收缩率也不尽相同。所以,在考虑铸件收缩率时,不能将金属的线收缩率误认为是铸件的线收缩率。在选用铸件收缩余量时,除分析铸件自身铸造收缩的各种条件外,还应该分析按铸件收缩尺寸对待的其它有关的因素。1
影响铸件收缩的因素有铸件的材质、结构特点、造型材料的种类和性质
(1)铸件金属的材质铸件金属的材质不同,铸造收缩率也不同。
(2)铸件的结构特点 铸件的结构不同,铸件的实际收缩量也不同,结构复杂的铸件,各部分冷却条件不同,互相制约而不能自由收缩,铸件的实际收缩量就小;结构越简单,百相制约作用就越小,收缩量就大,就越接近于自由收缩。
另外,即使同一个铸件,由于结构上的原因,其局部与整体、纵向与径向或长、宽、高i个方向的线收缩也可不一致。因此,应据实际情况灵活选用。
(3)砂型和砂型芯 砂型和砂芯也阻碍铸件的收缩,砂芯越多,容让性越差,则阻碍越火,收缩量越小。
(4)造型材料 不同的造型材料对铸件收缩阻碍不同,高温退让性好的型砂对铸件收缩阻碍小,湿型比干型阻碍作用小,砂型紧实度小,阻碍作用也小,收缩率就大。2
常用金属材料的收缩率常用金属材料的收缩率,如下图所示:
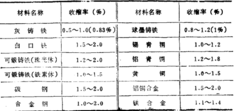
图中所示的收缩率(%)的上限是常用于外形简单的铸阵木模,因它冷却收缩时,受砂型的阻力较小,对外形复杂的铸件,带筋的大铸件,则采用较低的收缩率。表中括号内的数值则为,般常用的收缩率。生产复杂和重要的铸件时,不要完全拘泥于表中的数据,要参照本单位的经验来确定。
为了方便起见,检验木模(木模制造)时,常用缩尺来度量尺寸,以减少计算时间,但使用缩尺时必须注意:
1)缩尺可以用来绘制样板、划线、下料、制模和木模检验。
2)缩尺不能用来测量零件。
本词条内容贡献者为:
王沛 - 副教授、副研究员 - 中国科学院工程热物理研究所
 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国