

静叶片简称静叶,是同定在隔板或导叶持环上静止不动的叶片。静叶在汽轮机中不但为汽流导向外,且还使蒸汽加速。在蒸汽室(喷嘴室)中的静叶称之为喷嘴,静叶在速度级作为导向叶片,使汽流改变方向进人下一列动叶。在反动式汽轮机中,静叶起喷嘴作用。
简介静叶片(stationary blade),直接安置在汽缸内壁、汽缸上和镶嵌在隔板上叶片的统称。静叶片和动叶片组成汽轮机的通流部分。蒸汽在静叶栅中进行膨胀,使热能转变为动能。反动式汽轮机的静叶片直接安装在汽缸内壁上;冲动式汽轮机的静叶片第一级(喷嘴)装在汽缸上,其余各级静叶片(即隔板喷嘴)镶嵌在隔板上。高压部分的静叶片采用切削、冷拉、精密铸造、模压等工艺制成后镶嵌在隔板上焊牢,低压部分采用铸造隔板时,静叶片铸于板体与外缘之间。静叶片有空心和实心两种。尽可能采用等截面叶片(或工艺简单的变截面叶片)。静叶片的材料应有较好的高温强度、耐磨、耐腐蚀性能,常采用的有1Cr13。1
叶片的结构叶片按用途可分为动叶片(又称工作叶片,简称叶片)和静叶片(又称导叶叶片)两种。
动叶片安装在转子叶轮(冲动式汽轮机)或转鼓(反动式汽轮机)上,接受静叶栅射出的高速汽流。把蒸汽的动能转换成轴旋转的机械能,使转子旋转。
静叶片安装在隔板或持环套上。在静叶栅中,蒸汽的压力和温度降低。流速增加,将热力势能转换为动能。
叶片是汽轮机中数量和种类最多的关键零件,其结构型线、工作状态将直接影响能量转换效率,因此其加工精度要求高,它所占加工量约为整个汽轮机加工量的30%,可批量生产。
叶片的工作条件很复杂,除凶高速旋转和汽流作用而承受较高的静应力和动应力外,还因其分别处在过热蒸汽区、两相过渡区(指从过热蒸汽区过渡到湿蒸汽区)和湿蒸汽区段内工作而承受高温、高压、腐蚀和冲蚀作用,因此它的结构、材料和加工、装配质量对汽轮机的安全经济运行有极大的影响。所以存设计、制造叶片时,既要考虑到有足够的强度和刚度,又要有良好的型线,以提高汽轮机的效率。
对于在高温区工作的叶片,应考虑材料的蠕变问题;对于在湿蒸汽区工作的叶片,应考虑材料受湿蒸汽冲蚀的问题。任何一只叶片的断裂都有可能造成严重事故。实践表明,汽轮发生的事故以叶片部分的为最多,所以必须给予足够的重视。
叶片一般由叶根、工作部分(或称叶身、叶型部分)、叶顶连接件(围带)或拉筋组成,如图所示。
1.叶根部分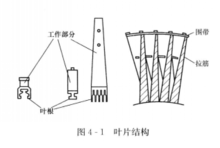
叶片是通过叶根与叶轮或转鼓相连接的。叶根的作用是将动叶嵌固在叶轮轮缘或转鼓凸缘的沟槽里,在汽流的作用力和旋转离心力的作用下,使叶片不至于从沟槽里甩出来;因此要求它与叶轮轮缘或转鼓凸缘的配合部分要有足够的配合精度和强度,而且应力集中要小。所以,叶根与轮缘或叶根与转鼓槽的结构是否适当,对叶片的安全运行起着重要的作用。
工作叶片一般用单支承面或多支承面的叶根固定在沟槽中,随着叶片高度和重量的增加,叶根所受的作用力增大,应当相应地增加叶片根部支承而的数目,即要采用不同型式的叶根结构。现代汽轮机常用的叶根结构型式有T形、外包T形、双T形、菌形、叉形、枞树形等,其适用范围和装配要求各不相同。
2.叶型部分
叶型部分是指叶片的工作部分。叶片工作部分的横截面形状称为叶型。叶型的周线称为型线。相邻叶片的叶型部分构成蒸汽流动的通道,它要求具有良好的空气动力特性的型线,以减少汽流的能量损失,提高机组的内效率。同时还要满足结构强度、刚度和加工工艺的要求。
按工作原理不同,汽轮机的级分为冲动级和反动级两大类。冲动级动叶片的进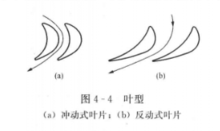 、出口压差不大,级的反动度较小,蒸汽在动叶栅中的膨胀程度不大,动叶栅流通截面积稍呈渐缩形;反动级动叶片的进、出口压差较大,级的反动度大,蒸汽在动叶栅中的膨胀程度与导叶栅差不多,动叶栅流通横截面与导叶叶栅的几何形状相似,如图所示。
、出口压差不大,级的反动度较小,蒸汽在动叶栅中的膨胀程度不大,动叶栅流通截面积稍呈渐缩形;反动级动叶片的进、出口压差较大,级的反动度大,蒸汽在动叶栅中的膨胀程度与导叶栅差不多,动叶栅流通横截面与导叶叶栅的几何形状相似,如图所示。
按叶片的截面形状沿叶高是否变化,可以把叶片分为等截面叶片、变截面叶片和扭曲叶片。等截面叶片的叶型形状和截面面积沿叶高是不变的,也称为直叶片;变截面叶片的叶型截面面积沿叶高按一定的规律变化,各截面面积不相等;若叶片不同高度各横截面逐渐扭转一定角度,且各截面面积不相等,则称为扭曲叶片。
3.叶顶部分
为了使动叶片之间组成良好的通道,保证汽流沿外缘周界上的良好流动性,降低漏汽损失,提高级的效率,通常叶片的叶顶上都装有围带(复环),将动叶片连成叶片组。成组叶片也提高了叶栅的刚度,降低了叶片中的弯曲应力,改善其频率特性;在扭曲叶‘片加装围带后,能限制动叶片外缘部分在蒸汽作用力下发生扭转。
随着成组方式的不同,叶顶结构也各不相同。整体围带结构型式,围带和叶片实为一个整体部件,叶片装好后顶板互相靠紧即形成一圈围带,围带之问可以焊接,这种结构称为焊接围带;也可以不焊接。整体围带一般用于短叶片。将3~5mm厚的扁平钢带,用铆接方法固定在叶片顶部,称为铆接围带。采用铆接围带结构的叶顶必须做出与围带上的孔相配合的凸出部分(铆头),以备铆接。考虑到有热膨胀,各成组叶片的围带间留有约1mm的膨胀间隙。2
上汽超超临界机组叶片的设计特点1.高、中压第一级斜置静叶
在高、中压汽缸两个径向进汽通道向轴向叶片级折转过程中配置了一种独特的斜置静叶,如图4—7所示。其主要特点如下。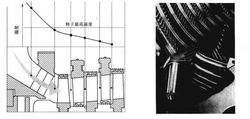
(1)第1级为低反动度叶片级(反动度约为20%),静叶有较大的焓降,可以降低转子的工作温度。
(2)采用切向进汽的第1级斜置静叶结构,结构合理紧凑,漏汽损失小,效率高。
(3)全周进汽模式对动叶片无任何附加激振力。
(4)采用滑压运行方式,大幅度提高超超临界机组带部分负荷时的经济性。
(5)动、静叶片问的距离加大,有利于避免硬质颗粒冲蚀。
(6)滑压运行及全周进汽使第l级动、静叶片的最大载荷大幅度下降,从根本上解决了采用单流程的第1叶片级强度设计问题。
2.反动级叶片的全三维气动设计技术
反动式叶片与冲动式叶片相比较,除了叶片及平衡活塞的漏汽损失稍大外,在其他方面要强于冲动式叶片:反动级叶片凶其折转角较小,可减少二次流损失;叶片面积大,可减少高压端叶片的端部损失;动叶片大进汽
角下的冲角损失小等。因此,反动式叶片级的效率要高于冲动式叶片级。
上汽汽轮机HMN模块通流部分反动式叶片级中采取了一系列先进的气动及结构技术以进一步提高效率:
(1)所有的高、中、低叶片级(除了最末3级外)均采用弯扭的马刀型动、静叶片,如图4 8所示。该叶片具有新一代形损小、有宽广冲角适应范罔的型线;采用全三维一弯扭的叶片成型技术,以减少二次流损失。
(2)采用变反动度设计原则:整个通流部分按最佳气流特性决定各级的反动度。反动度的变化范围为30%~50%,使整个叶片级的总效率达到最佳。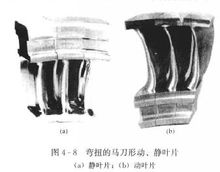
(3)所有的高、中压叶片以及除末级之外的低压缸叶片全部采用带T形叶根的整体围带结构形式,全切削加工。叶片采用预扭安装技术,使单个叶片成为整圈连接,强度高,大幅度降低动应力,抗高温蠕变性能好.安全可靠性高。
采用了上述技术后,汽轮机效率可提高约2%。
3.叶片进汽边激光硬化技术
以往各种提高动叶片抗水蚀能力的技术,如镶硬质合金、高频淬硬、火焰淬硬等都伴随着牺牲叶片部分疲劳强度性能。1997年后发展的特大型长叶片,钢制叶片的最大圆周速度已提高到650m/s以上,叶片的应力水平更高,常规提高动叶片抗水蚀能力技术已难以满足需求。上汽1000MW机组末级叶片采用了一种新的激光硬化专利技术。该项技术的两大突破为:将局部表面硬化技术扩大应用到17-4PH钢;在提高抗水蚀能力的同时,材料的韧性不变,而叶片的表面应力状况及疲劳强度、抗应力腐蚀能力还有所提高。2
高、低压缸通流部分改造100MW汽轮机设计和投产年代较早,其经济性已远落后于当代汽轮机水平,经济性差。为提高机组出力,降低发电煤耗,节约能源,延长机组寿命。珲春发电公司利用1、2号机组大修机会,将汽轮机转子,隔板及隔板套返厂进行改造。哈尔滨汽轮机厂参考200MW汽轮机高、低压缸改造的成功经验, 对100MW汽轮机高、低压缸进行了通流部分改造,按汽轮机全三维设计技术进行结构设计。
改造所采用的先进技术和措施(1)喷嘴组采用子午面收缩型静叶栅;静叶全部采用高效后加载叶型;部分静叶片采用复合弯扭成型全三维设计叶片。
(2)高压2~7级隔板静叶为内外围带焊接结构;12~25级和低压2×5级由铸铁隔板改为焊接钢隔板。
(3)全部动叶均采用自带冠结构,顶部加装3~4道汽封齿。
(4)调节级动叶型线进行优化,调整安装角,增大通流面积,减小型线损失;其他所有动叶型线改用高效叶型。
(5)采用光滑子午面流道;优化低压缸速比和焓降分配;提高末级、次末级根部反动度。
改造效果改造前后由珲春发电公司、吉林省电力科学研究院、哈尔滨汽轮机厂三方有关技术人员对1、2号机进行了改造前、后的热效率试验, 试验工作参照美国机械工程师学会(ASME)《汽轮机性能试验规程》PTC 6—1972进行。试验结果经过系统修正和参数修正,1号机发电热耗率由改造前的9315.71kJ/kWh降至改造后的9135.21kJ/kWh,低压缸效率提高了5.69%,年可节约标准煤4350t,改造后机组在原额定进汽量不变的情况下出力增加2MW。2号机改造后发电热耗率降至8909.8kJ/kWh,年可节约标准煤9750t,改造后机组在原额定进汽量不变的情况下出力增加6MW,提高了机组的发电能力。3
叶片振动断裂的原因叶片振动断裂可能是由于叶片自振频率调整不当,或由于其他恶化了叶片的工作条件因素造成的,一般主要有下列主要原因:
(1)材料缺陷。材料的夹杂、裂纹等缺陷所引起的叶片疲劳折断,一般在一级内是没有规律的,其折断处的高度是不一致的。
(2)设计、制造缺陷。由于叶片设计不当和制造加工误差所引起的疲劳折断,其折断处的形状和位置,表现在一级内的各叶片都是相同的。如加工的圆角不足,或加工时所用的刀具或夹具设计不当,致使叶片加工出伤纹等。
(3)装配质量不佳。如:叶片根部研磨贴合接触不良;叶根与轮槽配合过松,铆钉未铆紧等影响叶片白振频率降低而陷入共振,造成疲劳断裂;拉筋焊接时,使拉筋孔周围叶片被局部淬硬,或组织颗粒变粗都会引起疲劳折断。围带上的铆钉孔与叶片铆钉头配合过紧,铆头过铆会产生裂纹。
(4)汽流的扰动。汽轮机通流部分的静止件由于结构特点和加工误差,将造成各种频率的汽流扰动。各种扰振频率的存在,增加了与叶片自振频率发生共振的机会。
(5)汽轮机在非规定周波下运行。在对叶片进行调频时,虽然使叶片的自振频率不仅不与汽轮机的工作转速重合或不为其倍数,并且还有一定的裕度。这个裕度考虑的因素之一就是系统周波的摆动。但系统允许的周波的摆动只有±0.5r/s。因此,汽轮机长时间在超出系统周波允许的范围内运行,将会导致叶片进入共振区工作而疲劳折断。
(6)机组振动。机组振动对叶片增加不正常的干扰力,将使叶片共振断裂。4
本词条内容贡献者为:
王沛 - 副教授、副研究员 - 中国科学院工程热物理研究所
 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国