

立柱母线由连接器,连接板,钢带组成,连接器上端有螺栓,螺栓穿入连接口中,并锁紧连接板,连接板与钢带连接在一起。
简介立柱母线具有分流量易控制,可解决焙烧技术中电流冲击、烧焦等问题,延长电解槽寿命,并且钢带安装简便、可重复使用,大大节约了焙烧费用和人力物力等优点。安装时,只需将连接板插入连接口,用螺栓锁紧即可;拆卸时,只需松开螺栓,扯出连接板即可。
电解槽电解槽是铝电解企业的主体设备,各种类型的 电解槽为了停槽、开槽和大修,都设计有相应的压接 面。在电解槽安装的过程中,如压接面处理不好,则 压接面压降值增大,而此压降值将伴随整代槽龄,使 槽电压升高,能耗增加,从而增加了生产成本。为此,必需降低压接面面压降值。
压降偏高的原因分析通过对大修电解槽进行全程跟踪,并对多台电 解槽尽心观察分析,发现造成压降偏高的原因主要 有以下几方面:
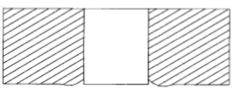
( 1)由于母线结构方面的原因,如图 1,螺栓孔 在拆卸安装螺杆时,孔口容易被拉伤,出现局部变 形,在安装时容易造成接触面积减少。
( 2)拆装过程中电解槽立柱母线均有不同程度 的损伤,其结果同样使压接面接触面积减少。
( 3)电解槽大修过程一般在 20 天以上,必然造成接触面积氧化,车间内粉尘污染严重,在安装过程 中导致压接质量差,从而使得立柱母线压接面接触 电阻增大,导电性能降低。
( 4)由于立柱压接面螺栓松开后,铝母线不再 受压力,在大修期间出现应力释放,易产生变形,同 样造成立柱母线压接接触面积减少,造成压接面电 阻增加压降增大。1
改进措施由于立柱母线压接面被损伤是压降增大的主 因,故保护好压接面不受损伤和避免氧化即可大幅 度降低大修后的压降值。
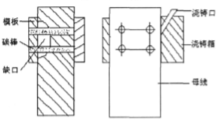
1、安装保护铝板 在电解槽拆卸完后,给立柱母线的压接面安装 保护铝板,保护铝板可起到三种作用,分别为:①在 电解槽大修过程中保护压接面不受损伤; ②可以保 护压接面,使其在大修过程中氧化减少;③能够减少压接面应力释放,减少因此产生的变形。保护铝板的形状和安装如下图所示。

2、修整螺杆进出时对孔的损伤
对安装过程中螺杆进出时对孔的损伤,建议采用三棱刮刀进行修整,以去除变形,增加接触面; 安 装前用细砂纸对接触面处理,以去除氧化膜。1
立柱母线维修步骤1、先组织钳工在槽侧母线上铺上木板,轮流站在上面,用锯切机锯掉大块的凝固铝块,用扁铲、角磨机去掉凸起的铝块,后用电刷清理干净表面,现场 空间小,温度高,每人只能工作十几分钟,就需换人。
2、用电钻在铝母线缺损表面,每隔 20 mm钻一个直径 10 mm ,深近 30 mm的孔,其目的是增强浇铸的铝水 同原母线基体的熔合性,使连接牢固。
3、用钢材制作浇铸箱,加工好模板,在原 母线连接孔上插入4个直径 50 mm的炭棒,炭棒另 一端固定在模板上,目的是保证四孔平行度,使浇铸 后形成连接孔,再用浇铸箱将母线包在里面,固定好,浇铸箱缝涂以红泥,留出浇铸孔。浇入铝水,等铝液冷却凝固后,清理浇铸箱,钳工用电锯锯去浇铸孔,用电刨、扁铲去掉多余部分,用角磨机修理平整表面,用电刷将接触面抛光。连接孔用绞刀加工到工艺技术要求。
特点采用浇铸法维修立柱母线,不需要停 电,不影响铝水生产,且母线中通有强电流,产生热 量高,立柱母线温度接近 200 ℃,缩小了铝水与立柱母线之间的温差,提高了母线基体与铝水之间的熔 合性,降低了电流压降。浇铸前母线缺口内钻了大 量的小孔,增强了母线新旧部分熔合的牢固性。 ‘
补焊法维修母线,熔点高,焊缝熔合性好,但表面易氧化,生成三氧化二铝的薄膜,具有很高电阻, 且工人劳动强度大,补焊后的表面不如浇铸,平整度略差。更换立柱母线方法,需要停电时间长,接近一星期,代价太高,但效果最好,电流压降最少。2
本词条内容贡献者为:
胡建平 - 副教授 - 西北工业大学
 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国