

卷尺是日常生活中常用的工量具。 大家经常看到家庭必备工具之一。鲁班尺~风水尺~文公尺同样属于钢卷尺。钢卷尺是建筑和装修常用工具。
介绍钢卷尺可分为,自卷式卷尺,制动式卷尺,摇卷式卷尺其他名称:钢皮卷尺、钢盒尺。
其次是纤维卷尺,就是大家常常看到的皮尺,很多人说是布尺,腰围尺~裁缝尺/量衣尺都属于此类。在我国的南方和香港地区经常称之为软尺或者拉尺。其材质是PVC塑料和玻璃纤维,玻璃纤维能防止在卷尺的使用过程中被拉长。礼品尺用于广告促销之用途,分为钢卷尺(钢带)和皮卷尺(PVC塑料纤维尺带),通常是造型可爱比较小巧。
起源在世界科技发明史册上,中国还发明了世界第一卷尺,发明地就在安徽省的古徽州(今黄山市)。这则令人亢奋又鲜为人知的信息,是我们再访明代著名数学家、珠算家和发明家程大位故居纪念馆时获悉的。
纪念馆坐落在黄山市中心,是在程大位(1533-1606年)的故居与程氏宗祠的基础上建立的。世界第一卷尺是他于1578年左右发明的,他当时把它称作“丈量步车”,程大位因此被誉为“卷尺之父”。
“丈量步车”较之当今的钢卷尺、皮卷尺显得庞大许多,但从其原理、构造、用途和用法来看,又令人不得不承认它就是卷尺的雏形。它由木制的外套、十字架,竹制的篾尺,铁制的转心、钻脚和环等部件组成。篾尺收放均从外套的匾眼中进出,钻脚便于准确插入田地测量点,环便于提携。我好奇地取出试用,果然篾尺收放自如,丈量、读数、携带都很方便。
馆长告诉我们:更为珍奇的是程大位发明的卷尺不但有实物,而且在程大位编著的《直指算法统宗》第三卷中有完整的零件图、总装图、设计说明和改型说明等全套书面资料,这在世界发明史上是相当罕见的。馆长说:根据这套资料,世界上任何一个国家的木工都能很方便地仿制出来。
据《明史》记载,明神宗万历六年(1578年),内阁首辅张居正下令全国清丈土地,并将“土地丈量”与“一条鞭法”作为其推行的改革的重要措施。从《直指算法统宗》中获悉,程大位亲自参加了这次大规模的清丈土地工作。在此之前,“古者量田较阔长,全凭绳尺以牵量”,不但劳动强度大,而且差错率太高。因此给发明家提出了课题,逼迫他苦思冥想去创造一种崭新的丈量工具。他在设计说明中说,他的创意来自木工使用的墨斗。我想:倘若墨斗给了他通过转动实现尺体收放的巧构的话,那么程大位的可贵之处就在于采用扁平的“篾尺”取代“绳子”的灵感了。这个革命性成果直到如今的卷尺都在恪守享用。1
用途测量较长工件的尺寸或距离。
钢卷尺部件组成卷尺主要由有外壳、尺条、制动、尺钩、提带、尺簧、防摔保 护套和贴标八个部件构成,具体功能如下:
护套和贴标八个部件构成,具体功能如下:
1、外壳:ABS新塑料,外表有光泽质感;抗摔、耐磨、不易变形。
2、尺条:采用厚度为10丝(0.10mm)的50#一级带钢;尺面为最先进的环保油漆:无味、光滑耐磨、色彩鲜艳,刻度清晰明亮
3、制动:具有上、侧、底三维制动,手控感觉更强。
4、尺钩:铆钉尺钩结构,不易变形、确保测量更加精准。
5、提带:橡胶、尼龙两种;高档优质;结实耐用、手感好。
6、尺簧:一般采用50#碳钢、65#锰材质:韧性强、精确度高。
7、防摔保护套:优质塑料,防止摔坏和碰撞破损,增强耐用性。
8、贴标:可根据客户要求贴标生产。
距离测量常用的距离测量方法有卷尺量距和光电测距等。卷尺量距是用可以卷起来的带状尺/考 试大/沿地面丈量,属于直接量距。光电测距是用仪器在两点间发射和接收调制光波,按其传播速度和时间测定距离,为电子物理测距。光电测距属于间接测距。
卷尺量距卷尺的种类和量距工具。
卷尺有钢卷尺和皮尺,长度有20m、30m、50m数种。
距离丈量一般先量出n整尺段,在地面用测钎或划线标明,最后量余长,总的长度为:
nX尺段长+余长为了防止丈量中的错误和提高丈量精度,需要往返丈量。往测长度和返测长度之差,除以长度的概值,化为分子为1的分式,称为相对误差,或称相对精度。钢尺量距的相对精度一般不应低于1/3000。
比尺场的两个端点之间为标准长度L,用被鉴定的钢尺去量,经温度改正得到L’, (L-L’)/L为每米改正数。乘以名义长度,即得改正值 (四)钢卷尺量距的长度改正 (1)尺长改正值大于尺长的1/10000时,应加尺长改正; (2)量距时温度与标准温度相差正负10度时,应加温度改正;(3)沿地面丈量的地面坡度大于1.5%时,应加高差改正。
使用方法一种测量装置包括一个诸如带有一个尺带的卷尺的测量机构,测量机构有一个带有钩子的端头钩,以及一个诸如磁体的用于选择性地将尺带固定到一个物体,例如管子的机构,选择性的固定机构连接到测量机构的端头钩。一种测量装置,包括:测量工具,该测量工具有一个端头钩;以及磁性工具,该磁性工具嵌在端头钩内。
(1)直接读数法
测量时钢卷尺零刻度对准测量起始点,施以适当拉力(拉尺力以钢卷尺鉴定拉力或尺上标定拉力为准,用弹簧秤衡量),直接读取测量终止点所对应的尺上刻度。
(2)间接读数法
在一些无法直接使用钢卷尺的部位,可以用钢尺或直角尺,使零刻度对准测量点,尺身与测量方向一致;用钢卷尺量取到钢尺或直角尺上某一整刻度的距离,余长用读数法量出。
(3)钢卷尺测量中的几种误差
较精确的钢卷尺出厂时和使用一段时间后都必须经过检定并注明检定时的温度、拉力与尺长。尺上标注的长度为名义长度,其与实际长度的差值称为尺长改正Δl,尺子受到不同的拉力时会使尺长改变。为避免这项改变,要求使用钢卷尺时按照尺上标注拉力进行。钢卷尺在不同温度下其尺长也会变化因此必须采用以温度t为变量的函数来表示尺长,这就是尺长方程式,其一般形式为:
lt=l+Δl+α·l(t-t0)
式中 lt 钢卷尺在温度t时的实际长度;
l 钢卷尺名义长度;
Δl 尺长改正数,即钢卷尺在温度t0时实际长度与名义长度之差;
α 钢卷尺热膨胀系数;
t0钢卷尺检定时的温度;
t钢卷尺使用时的温度。
钢卷尺的使用中,产生误差的主要原因有下列几种:
a. 温度变化的误差
一般钢卷尺的热膨胀系数为α=1.25x10-5,对每米每度温差变化仅八万分之一,但相同的钢卷尺在温差较大的环境下还是会产生较大的长度变化,影响测量结果。温度变化的误差在尺长方程式中已考虑了。
b. 拉力误差
拉力大小会影响钢尺的长度,在测量时如果不用弹簧称衡量拉力,会产生误差。钢的弹性模量E=2X106 KG/CM2,根据胡克定律,30米的尺长在±5 公斤拉力误差时会产生±1.8毫米的长度误差。
c. 钢尺不水平的误差
测量水平距离时钢卷尺应尽量保持水平,否则会产生距离增长的误差。对于30米的尺长,尺的两端高差达0.4米时会产生约2.6毫米的误差,相对误差为1/11200。2
尺长改正影响钢制卷尺的测量精度主要有三个因素:温度、尺带的张力和尺带吊在半空测量时因尺带的本身重力而引起的误差。这三个因素引起的误差改正方法如下:3
1、温度
前提:尺带在20℃温度时无误差。
计算式:因温度发生误差=实际测定值×尺带膨胀系数×(使用温度-20℃)
如:某钢卷尺膨胀系数为0.0000115,在10℃温度下36m时的改正:
36000mm×0.0000115×(10-20)=-4.14mm
2、尺带的张力
前提:尺带在标准张力情况下不需要张力改正。当尺带超过或低于标准张力时,会产生伸缩现象。
计算式:因张力产生的误差=(实际测定张力-标准张力)×实测距离÷(伸缩弹性力)×尺带的截面面积)
如:标准张力50N,在100N张力下36m时的改正:
(100-50)×36000mm÷(205800×2.52)=3.47mm
3、当尺带吊于半空进行测量时,因尺带的重量而引起的误差
计算式:因尺带重力而引起的误差=-{(尺带单位重量×实测距离)×实测距离}÷(24×实测时张力)
如,100N,36m时
-{(0.000194×36000mm)×36000mm}÷(24×实测时张力)=-7.32mm
不同规格的钢卷尺的改正参数有所不同。
基于图像处理的钢卷尺自动检定系统钢卷尺的准确度会直接影响测量精度,因此钢卷尺在使用期间必须进行质量检定。大多数计量所仍在采用手工操作完成对钢卷尺的检测,在钢卷尺长检台上用显微镜对比被测钢卷尺和标准钢卷尺的误差,这种方式自动化、数字化程度低,劳动强度大。因此检定机构迫切需求一种既能满足钢卷尺的检验精度,又能提高检验效率的钢卷尺误差自动检测系统。针对钢卷尺的检定要求,研制了基于CCD图像的钢卷尺自动检定系统,并利用Visual Basic6开发了图像处理软件,可实现自动图像采集处理,检测结果报表输出,重复精度小于12μm,操作简便,对大于10m的钢卷尺可进行分段检测。4
图像采集系统检测系统的结构如图1所示。图像采集系统由计算机、单片机、步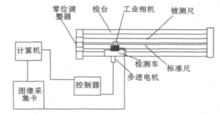 进电机、步进电机驱动器、10m长检台、工业相机和传感器等组成。通过计算机中的软件界面输入控制命令,由计算机和单片机共同控制,完成检测车的运行,图像采集,图像识别处理、检测结果报表打印等工作。
进电机、步进电机驱动器、10m长检台、工业相机和传感器等组成。通过计算机中的软件界面输入控制命令,由计算机和单片机共同控制,完成检测车的运行,图像采集,图像识别处理、检测结果报表打印等工作。
检定时,将标准钢卷尺固定放在长检台上,钢卷尺的零位由零位调整器定位并夹紧,另一端加载检定规程中所规定质量的砝码,再将被检钢卷尺平行铺在并列位置,固定在工作台上,另一端加砝码,调整对零螺杆,对准零位。在计算机中的软件系统输入检测信息和控制命令,通过计算机的串行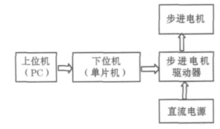 通信口输出控制命令和相关参数给控制器中的单片机,单片机将接收的字符串进行解析,提取出控制命令,根据命令输出具有给定频率的脉冲信号和方向信号到步进电机驱动器,由步进电机带动检测小车运行,计算机通过单片机控制滑台移动到每个检定位置后,CCD摄像头通过计算机控制摄取标准钢卷尺和被测钢卷尺的线纹图像,经高速实时图形采集卡转换成数字图像,并输入计算机进行数字图像处理。利用VB编写的软件系统对图像进行灰度处理、二值化处理、边缘提取处理和直线查找等,对标准钢卷尺和被测钢卷尺的检测刻线坐标值进行比较,求得差值和长度与像素的对应值后再进行相应的处理,结果输出为检定原始记录,并自动建档备案。对大于10m的钢卷尺,则利用首尾相接的分段法进行检定。
通信口输出控制命令和相关参数给控制器中的单片机,单片机将接收的字符串进行解析,提取出控制命令,根据命令输出具有给定频率的脉冲信号和方向信号到步进电机驱动器,由步进电机带动检测小车运行,计算机通过单片机控制滑台移动到每个检定位置后,CCD摄像头通过计算机控制摄取标准钢卷尺和被测钢卷尺的线纹图像,经高速实时图形采集卡转换成数字图像,并输入计算机进行数字图像处理。利用VB编写的软件系统对图像进行灰度处理、二值化处理、边缘提取处理和直线查找等,对标准钢卷尺和被测钢卷尺的检测刻线坐标值进行比较,求得差值和长度与像素的对应值后再进行相应的处理,结果输出为检定原始记录,并自动建档备案。对大于10m的钢卷尺,则利用首尾相接的分段法进行检定。
控制系统设计控制系统主要以单片机为核心,通过上位PC机与下位单片机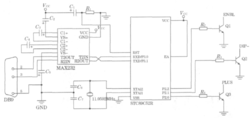 的串行通信控制执行机构的运行。工业摄像机安装在检测小车上,检测小车由步进电机驱动运行,单片机根据上位机发送的控制命令实现对步进电机的运动距离、方向以及速度控制。整个系统的动作通过单片机和PC机的串行通信由PC机来控制,如图2所示。
的串行通信控制执行机构的运行。工业摄像机安装在检测小车上,检测小车由步进电机驱动运行,单片机根据上位机发送的控制命令实现对步进电机的运动距离、方向以及速度控制。整个系统的动作通过单片机和PC机的串行通信由PC机来控制,如图2所示。
图3给出基于STC89C52单片机的串行通信及步进电机控制电路。PC机与单片机机之间采用串行通讯方式。由于PC机串口电平逻辑是RS-232C电平,而STC89C52RC串口电平逻辑是TTL电平,因此二者不能直接相连接,故需要进行电平转换。在系统中,选用了MAX232作为电平转换的器件,STC89C52RC单片机与PC机的串行通讯接口电路如图3。通过MAX232转换出来的RS-232C串行信号再连至DB9插座与外部PC连接,便可建立RS-232C的通讯接口。利用单片机的P2口的3个引脚P2.0,P2.1,P2.2分别输出脉冲、转向和使能信号,送入到步进电机驱动器。
图像处理技术与系统图像采集系统将采集的钢卷尺各整米处的图像传输到上位机,由上位机中的软件对各图片进行处理,由于钢卷尺型号较多,颜色各异,线纹结构差异较大,装置在图像处理方面需要解决的问题是:采用正确的方法检测出标准和被测钢卷尺的米刻线中心位置,使系统的测量精度得到保证。
(1)图像灰度化处理
采集的图像并不能直接用识别程序进行识别,首先需要进行灰度化预处理。灰度图像是R、G、B3个分量相同的一种特殊的彩色图像,其1个像素点的变化范围为255种,所以在数字图像处理中,为使后续图像的计算量变得少一些,一般先将各种格式的图像转变成灰度图像。灰度图像的描述与彩色图像一样仍然反映了整幅图像的整体和局部的色度和亮度等级的分布和特征。图像的灰度化处理可用2种方法来实现。
(2)图像分区式二值化处理
图像的二值化处理就是将图像上的点的灰度置为0或255,也就是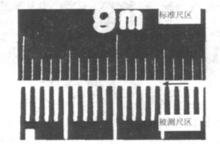 将整个图像呈现出明显的黑白效果。即将256个亮度等级的灰度图像通过适当的阀值选取而获得仍然可以反映图像整体和局部特征的二值化图像。在数字图像处理中,二值图像占有非常重要的地位,特别是在实用的图像处理中,以二值图像处理实现而构成的系统是很多的,要进行二值图像的处理与分析,首先要把灰度图像二值化,得到二值化图像,这样有利于再对图像做进一步处理时,图像的集合性质只与像素值为0或255的点的位置有关,不再涉及像素的多级值,使处理变得简单,而且数据的处理和压缩量小。研究中被测钢卷尺的刻度线及背景颜色是多样的,标准钢卷尺的颜色是固定的,这就需要对包含在同一幅图像中的标准尺区和被测尺区选取不同的阀值进行二值化处理。分区式二值化处理后的图像如图4所示。5
将整个图像呈现出明显的黑白效果。即将256个亮度等级的灰度图像通过适当的阀值选取而获得仍然可以反映图像整体和局部特征的二值化图像。在数字图像处理中,二值图像占有非常重要的地位,特别是在实用的图像处理中,以二值图像处理实现而构成的系统是很多的,要进行二值图像的处理与分析,首先要把灰度图像二值化,得到二值化图像,这样有利于再对图像做进一步处理时,图像的集合性质只与像素值为0或255的点的位置有关,不再涉及像素的多级值,使处理变得简单,而且数据的处理和压缩量小。研究中被测钢卷尺的刻度线及背景颜色是多样的,标准钢卷尺的颜色是固定的,这就需要对包含在同一幅图像中的标准尺区和被测尺区选取不同的阀值进行二值化处理。分区式二值化处理后的图像如图4所示。5
本词条内容贡献者为:
陈红 - 副教授 - 西南大学
 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国