

游标卡尺
游标卡尺(VERNIER CALLIPER),是一种测量长度、内外径、深度的量具。游标卡尺由主尺和附在主尺上能滑动的游标两部分构成。主尺一般以毫米为单位,而游标上则有10、20或50个分格,根据分格的不同,游标卡尺可分为十分度游标卡尺、二十分度游标卡尺、五十分度格游标卡尺等,游标为10分度的有9mm,20分度的有19mm,50分度的有49mm。游标卡尺的主尺和游标上有两副活动量爪,分别是内测量爪和外测量爪,内测量爪通常用来测量内径,外测量爪通常用来测量长度和外径1。
齿厚游标卡尺使用注意事项齿厚游标卡尺是比较精密的量具, 使用是否合理, 不但影响齿厚游标卡尺本身的精度和使用寿命, 而且对测量结果的准确性, 也有直接影响。 必须正确使用齿厚游标卡尺。
- 使用前,认真学习并熟练掌握齿厚游标卡尺的测量、读数方法。
- 搞清楚所用齿厚游标卡尺的量程、精度是否符合被测零件的要求。
- 使用前,检查齿厚游标卡尺应完整无任何损伤,移动尺框时,活动要自如不应有过松或过紧,更不能有晃动现象。
- 使用前,用纱布将齿厚游标卡尺擦拭干净,合拢测量爪,检查测量爪是否有漏光、变形等情况。检查尺身和尺框的刻线是否清晰,尺身有无弯曲变形、锈蚀等现象。校验零位、检查各部分作用是否正常。
- 使用齿厚游标卡尺时,要轻拿轻放,不得碰撞或跌落地下。使用时不要用来测量粗糙、脏污的零件,以免损坏量爪。
- 移动卡尺的尺框和微动装置时,不要忘记松开紧固螺钉 4;但也不要松得过量,以免螺钉脱落丢失。
- 测量时,垂直的量爪应贴紧齿顶,水平卡尺两测量面应贴紧齿廊切向,不得歪斜,否则会造成测量结果不准。
- 应在足够的光线下读数,两眼的视线与卡尺的刻线表面垂直,以减小读数误差。如果测量位置不方便读数,可把紧固螺钉拧紧,沿垂直于测量位置的方向轻轻将卡尺取下并读数。
- 测量时,测量力要适当,不允许过分地施加压力,所用压力应使量爪刚好接触零件表面,否则会使游框摆动,造成测量结果不准。
- 为减小测量误差,适当增加测量次数,并取其平均值。
- 测量温度要适宜,刚加工完的工件由于温度较高不能马上测量,须等工件冷却至室温后,否则测量误差太大。
- 量具在使用过程中,不要和工具、刀具如锉刀、榔头、车刀和钻头等堆放在一起,以免碰伤量具。
- 测量结束要把卡尺平放到规定的位置,比如工具箱上或卡尺盒内,不允许把卡尺放到设备(床头、导轨、刀架)上。不要把卡尺放在磁场附近,例如磨床的磁性工作台上,以免使卡尺感磁。不要把卡尺放在高温热源附近。
- 卡尺使用完毕,要擦净并放到卡尺盒内。长时间不用应在卡尺测量面上涂黄油或凡士林,放干燥、阴凉处储存,注意不要锈蚀或弄脏2。
齿厚游标卡尺的使用方法齿厚游标卡尺 ( 图一) 是用来测量齿轮(或蜗杆)的弦齿厚和弦齿顶。这种游标卡尺由两互相垂直的主尺组成,因此它就有两个游标。 A的尺寸由垂直主尺上的游标调整; B的尺寸由水平主尺上的游标调整。刻线原理和读法与一般游标卡尺相同。
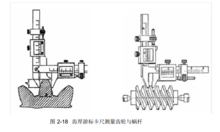
测量蜗杆时, 把齿厚游标卡尺读数调整到等于齿顶高 ,法向卡入齿廓,测得的读数是蜗杆中径 的法向齿厚。但图纸上一般注明的是轴向齿厚,必须进行换算。
技术要求1、齿厚游标卡尺的外部表面不应有明显的外观缺陷。
2、齿厚游标卡尺的尺框和微动装置应能沿主尺平稳移动,无卡滞和松动现象。
3、齿厚游标卡尺测量面的硬度应不低于表1的规定。
|| ||
表1
4、齿厚游标卡尺测量面的表面粗糙度。按轮廓算术平均偏差Ra值应不大于0.32μm。
5、游标刻度面的棱边至主尺刻度表面的距离应不大于0.2mm。
相关参数测量范围1mm~25mm
测量精度由于不同的尺精度有较大区别,不同测量精度的状况下需要选择不同规格的尺3。
示值误差指示值与两测量面实际分隔的距离之差。
 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国