

简介
适应控制系统,能在系统和环境的信息不完备的情况下改变自身特性来保持良好工作品质的控制系统。又称自适应控制系统。信息不完备表现为系统和环境的特性或其变化规律的不确定性。适应控制系统中采用有目的的搜索和试探等方法,通过对环境不断进行观测和对已有控制品质进行评价和分析,在采集和加工信息的基础上学习和改进关于环境特性的知识,减小不确定性,进而模仿工程师的设计过程,自动地调整系统的结构或参数,达到改善系统品质的目标。在大多数情况下,自适应过程必须依靠计算机来完成。适应性是生物机体的基本特性之一。无论是生物个体还是整个物种,都是依靠适应性在长期进化过程中逐渐形成各种灵活、完善的控制功能。生物的适应性可成为建立适应控制系统的原理和各种方法的借鉴。
20世纪50年代初产生的自寻最优系统和用巧妙反馈方式使系统能在较广范围内正常工作的条件反馈系统,是建造适应控制系统的最初尝试。到70年代,由于计算机的普遍使用和自动控制理论的进步,适应控制技术遂得到很大发展。微处理机的问世又使适应控制系统开始得到较为广泛的应用。适应控制系统的主要类型有:自校正调节器、模型参考适应控制系统、自镇定系统、自寻最优系统、自组织系统和学习控制系统等。1
控制规律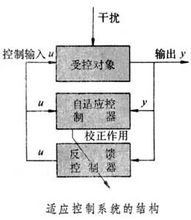 适应控制系统的结构。它比普通的反馈控制系统增加了一个适应控制回路。适应控制器根据受控对象的输入输出关系来辨识(见系统辨识)受控对象和外部干扰的特性,随后根据辨识的结果校正反馈控制规律,以适应环境特性的变化。无论辨识还是控制规律的设计,都可采用不同的方法。它们的不同组合能形成适应控制的不同方案。当系统的环境特性及其变化可以用一些参数来描述时,就可对这些参数进行辨识并使反馈控制规律跟踪这些参数的变化。这种系统称为参数适应控制系统。对于复杂的情况,常常只能用一些笼统的数量指标来反映控制过程的品质,并以品质的优劣作为校正控制规律的依据,这就是品质适应控制系统。对控制规律进行的校正也有多种方式。可从根本上改变控制器的结构(由一种结构改换到另一种结构)的控制系统,称为变结构系统。只改变控制器的一些参数(如放大倍数)的方式,称为参数校正式系统。如果利用校正作用直接去影响控制信号的大小,则称为信号综合式系统。
适应控制系统的结构。它比普通的反馈控制系统增加了一个适应控制回路。适应控制器根据受控对象的输入输出关系来辨识(见系统辨识)受控对象和外部干扰的特性,随后根据辨识的结果校正反馈控制规律,以适应环境特性的变化。无论辨识还是控制规律的设计,都可采用不同的方法。它们的不同组合能形成适应控制的不同方案。当系统的环境特性及其变化可以用一些参数来描述时,就可对这些参数进行辨识并使反馈控制规律跟踪这些参数的变化。这种系统称为参数适应控制系统。对于复杂的情况,常常只能用一些笼统的数量指标来反映控制过程的品质,并以品质的优劣作为校正控制规律的依据,这就是品质适应控制系统。对控制规律进行的校正也有多种方式。可从根本上改变控制器的结构(由一种结构改换到另一种结构)的控制系统,称为变结构系统。只改变控制器的一些参数(如放大倍数)的方式,称为参数校正式系统。如果利用校正作用直接去影响控制信号的大小,则称为信号综合式系统。
按照适应控制原理设计的控制系统常常会出现失稳或参数发散的现象,这使人们认识到稳定性是适应控制系统的重要研究课题。对于适应控制系统,即使受控对象是线性定常系统,它的闭环控制系统也是变系数或带有随机干扰的非线性系统,很难由一般分析方法给出稳定性判据。但是,有相当多的适应控制系统的稳定性问题,可以用李雅普诺夫稳定性理论和波波夫超稳定性理论来研究。模型参考适应控制系统和自校正适应控制系统实质上是一致的,它们的稳定性分析方法也相互适用。在稳定性分析的过程中还能附带给出一些关于参数选择的信息。李雅普诺夫稳定性理论和超稳定性理论的主要缺点,在于它们要求对系统的模型有十分精确的知识。系统参数的变化可能使整个控制系统失去稳定性。这就推动了对适应控制系统的鲁棒性的研究。由于还没有一般的判据,在实际使用适应控制系统时,往往主要借助于人工智能技术来积累经验或进行逻辑判断。
自适应控制系统已在船舶驾驶、过程控制等方面取得了一些成功的应用。由于理论还不够完善,一般在完成设计后还需要用仿真技术进行最后的校验。
主要分类自适应控制通常可以分为两种类型,一种叫做直接自适应控制(Direct Adptive Control),另一种叫做间接自适应控制(Indirect Adaptive Control)。
直接自适应控制实际系统中一般采用直接自适应控制方法。直接自适应控制直接对控制器的参数进行在线调整,其目的是使得系统的跟踪误差趋于零。通过简单的Lyapunov稳定性推导,可以得到直接自适应控制的控制律。而通过充分利用实际系统的时延,可以运用上一采样时刻的参数值更新控制律,从而大大减小了直接自适应控制的在线计算量 。
间接自适应控制间接自适应控制是通过对系统模型某个或某些未知参数进行在线估计,然后将这些参数的最新估计值代入并更新所设计的控制器的增益。间接自适应控制的目的是使得该参数的估计误差趋于零。所以,间接自适应控制一般要求对系统模型结构有清晰的了解。然而要想获得实际系统的精确模型几乎是不可能的。2
广泛应用问题的提出普遍地,数控机床在加工过程中都维持一个固定不变的进给速率,这个进给量是由加工程序预先设定好的。为了保证生产的安全,编成人员必须按照负荷最大的工况设定这个进给速率,但实际上这种工况或许只占整个工序的5%。那么如何提高数控机床的加工效率,优化刀具进给量,同时又能自动保护机床的主轴系统和昂贵的刀具不受损坏已经成为终端用户和机床制造厂家十分关注的问题。为了解决这个问题以色列OMAT公司将自适应控制技术应用在数控机床上,研发了成熟的产品──OMAT数控机床自适应系统,并已经在全球广泛应用。
工作原理自适应控制技术应用在数控加工上,是通过检测机床主轴的负载,运用内部的专家系统对采集的主轴负载信号和相应的刀具及工件材料数据进行分析处理,实时计算出机床最佳的进给速率并应用到数控加工过程中,从而大幅度提高生产效率,并在加工过程中稳定、连续、自动的控制进给速率,同时实现动态的刀具保护功能。
在加工过程中,自适应控制系统可以依据控制对象的输入输出数据,进行学习和再学习,不断地辨识模型参数并进行修正。随着生产过程的不断继续,模型会变得越来越准确,越来越接近于实际,最终将自身调整到一个最优的工作状态,实现加工过程的优化。
主要功能1)大幅提高加工效率
OMAT自适应控制系统实时采样机床主轴负载变化,在较小载荷的情况下增大进给速率,在较大载荷的情况下减少进给速率,达到缩短加工周期、提高加工效率的目的。
2)保护刀具、机床、工件不受损害
传统加工刀具断裂不可检测和控制、刀具磨损靠手动监视、效率低。在自适应控制系统的控制下,加工参数会实时自动地适应刀具负荷和切削工况。如果加工中出现突发性事件造成超载(例如刀具或工件受到的冲击、工件毛坯的直径增加太大等),自适应控制系统会把进给速率自动减小到内部的专家系统所允许安全值,必要时强制机床停机。当这些突发事件过去后,系统再把进给速率增加到内部的专家系统所允许的最大值,从而有效地保护刀具,减少刀具的磨损,进而延长刀具的使用寿命。
OMAT自适应控制系统具有下列保护功能:
铣刀断裂保护(报警并停机防止工件及后续刀具损坏)
深孔钻道具断裂保护(报警并停机)
刀具磨损监控(数字显示磨损量)
主轴过载保护(报警或停机)
3)实时监控、记录切削加工状况
自适应控制系统可以对数控加工过程进行实时的监控,并将所有在切削过程中的性能数据(主轴切削负载、进给率变化、刀具磨损量、加工工件数、切削时间等)统计起来实时生成加工情况报表,并输出图形、数据至Windows用户界面,形成完整的机床档案,供管理人员进行评估、分析,从而辅助生产管理。这些数据还可以存储在硬盘供以后查阅存档。3
显著效果提高加工效率等于降低制造成本!典型应用统计:轮廓铣削省时约38%;铣槽省时约34%;3D铣面省时约37%;钻孔省时约28%。如果每台设备提高加工效率按30%~40%计算,那么安装三部以色列OMAT优铣控制器(优化数控铣床加工的自适应控制系统),就相当于多出一台数控机床或加工中心的加工率。据已有的国内外使用数据计算,只需4~9个月即可收回用于购买OMAT产品的投资。
在生产中,自适应控制系统在加工第一件工件时就学习对刀具磨损进行监测。在随后的加工中,系统继续对刀具的状况进行监测,并按刀具的当前磨损程度占最大磨损程度的百分比来进行显示。随着刀具的磨损,自适应控制系统能够实时的根据刀具磨损量,自动计算出最佳的进给速度,刀具磨损到一定程度时提醒操作者更换刀具。这样一来数控程序员可以象在使用崭新锋利的刀具情况一样设定进给量。即自适应控制器对刀具的磨损进行补偿。
综上,保护刀具延长其使用寿命、保护机床减少停机时间、保护工件减少废品出现等因素都可进一步减少成本,缩短您的投资回报周期。4
应用情况OMAT自适应系统应用现状及前景
OMAT自适应控制系统因其效果显著的实用性,现已被国外许多著名公司使用,如Siemens、Turbinenwerke、ChevronAerospace、Boeing、GeneralElectric、MitsubisheMotors、ToshibaGE和ToyotaMotors等。国内航空航天、纺织、家电等行业的知名企业也陆续使用该产品。交大昆机科技股份有限公司与以色列OMAT公司合作成功地将系统集成安装于产品机床THM4680卧式加工中心的840D系统上,还做了大面工件切削对比实验,切削率提高约33%。这些已经使用了OMAT数控优化系统的企业已经获得了相当可观的经济效益。
相信随着数控加工技术的不断发展和应用,自适应加工技术一定会得到广泛应用,为中国制造业企业带来突飞猛进的发展。
 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国