

概述
单动液压机采用插装式基础系统,动作可靠,使用寿命长,液压冲击小,减少了连结管路与泄漏点。单动液压机采用进口PLC控制的电气系统,结构紧凑,工作灵敏可靠,柔性好;继电器控制系统工作可靠,动作直观,维修方便。具有调整双手单次循环等操作方式。
适用领域单动液压机压机适用于拉伸、弯曲、成型、冲裁落料、翻边等各种冲压工艺,特别适用以下领域:汽车零部件:车身覆盖件,制动片,油箱,底盘,桥壳,保险杆;家用电器:洗衣机零件,电饭锅零件,冰箱零件等;厨房用具:洗涤槽,壶具,不锈钢用具,其它各种容器;其它:拖拉机,摩托车,航天,航空。
技术参数
|| ||
单动液压机上加装的液压压边装置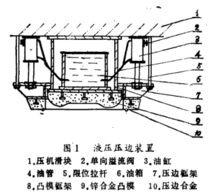 一般的汽车改装厂中拥有双动拉延设备的厂很少这对制造汽车覆盖件很不便我们在单动压机上增添了部分液压装置来压边大大便于拉延汽车覆盖件其结构示意如图1所示
一般的汽车改装厂中拥有双动拉延设备的厂很少这对制造汽车覆盖件很不便我们在单动压机上增添了部分液压装置来压边大大便于拉延汽车覆盖件其结构示意如图1所示
在用钢板拼焊的凸模框架8内,固定一个液压油箱6,用以提供压边油缸3的液压油源.将四个 ( 或更多个)压边油缸,一端固定在压机上滑块1上,另一端活塞杆固定在压边框架7上,通过油管4,使油缸与油箱联通。
工作时,压机上滑块下行,压边圈首先接触工件,开始压边,继续下行,活塞杆。缩油缸内的压力油,压力油经单向溢流阀2流回油箱.回油压力,即为压边的单位压力,它由单向溢流阀2根据拉延工艺所需的压边力来调整。
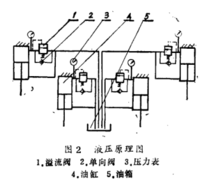 回程时,压力机滑块上升,凸模首先离开工件,压边油缸在压边圈的重力作用下,使油缸活塞相对下行,行至压边框架到达限位拉杆5的下死点以后,压边圈便随同滑块一起回升。此时压力油经单向阀进入油缸的下腔。液压原理如图2所示。
回程时,压力机滑块上升,凸模首先离开工件,压边油缸在压边圈的重力作用下,使油缸活塞相对下行,行至压边框架到达限位拉杆5的下死点以后,压边圈便随同滑块一起回升。此时压力油经单向阀进入油缸的下腔。液压原理如图2所示。
应当注意,压边油缸的行程选择,必须满足最大拉深工件的深度要求,并要有一定余量,以防行程不足造成事故。此装置结构简单、紧凑、不需要动力源,液压故障少,无噪音,布局灵活,调整方便。所需投资很少,根据需要,可适当增减压边油缸,单独调整各个部位的压边力,以达到理想的压边效果1。
压边力调节原理变压边力曲线是指压边力的大小随着冲压行程的变化而变化,也就是要使得压边力大小与冲压行程存在一定的对应关系。在三梁四柱单动液压机上进行拉深成形时,可以利用顶出油缸提供压边力,如图1所示。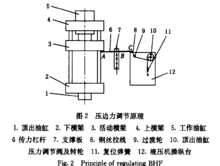 如果在拉深过程中不断调节顶出油缸5的油压,压边力就可以得到相应的变化。
如果在拉深过程中不断调节顶出油缸5的油压,压边力就可以得到相应的变化。
自行制作的转轮套紧在顶出油缸压力调节阀10上,如图2所示。顶出油缸油压的调整通过液压机操纵台的顶出油缸压力调节阀10的转动来实现,当压力调节阀10顺时针旋转时,顶出油压增加,压边力增加。支撑板7可以设法固定在图2所示的液压机操纵台12上,当液压机的活动横梁3下降,即冲压行程开始时,活动横梁3碰到杠杆6的A点,杠杆6绕B点转动,C点上升,钢丝拉线8通过过渡轮9带动顶出油缸压力调节阀10转动,调节阀6转动使顶出油缸的压力改变,因此压边力改变,实现在冲压过程中压边力的变化。当活动横梁回程到限制的起始位置时,顶出油缸压力调节阀10在复位弹簧n的作用逆时针转动使顶出油压恢复到调节前的状态,为下一次冲压做好准备。压边力变化曲线的形式与活动横梁3的起止位置、杠杆6中AB及BC的长度、顶出油缸压力调节阀10上安装的转轮直径大小、杠杆6的支点B的位置、液压机操纵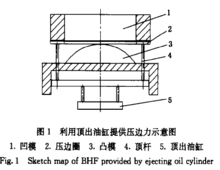 台的安装位置以及液压机的型号等因数有关,因此,要得到所需要的压边力曲线要根据实际情况对以上因数进行调节。由于这种变压边力采用的是机械调节的方法,因此是可以重复实现的2。
台的安装位置以及液压机的型号等因数有关,因此,要得到所需要的压边力曲线要根据实际情况对以上因数进行调节。由于这种变压边力采用的是机械调节的方法,因此是可以重复实现的2。
 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国