

简述
热室压铸机压射所用的料筒是装在压射机构上,其主要部分是浸于一个保持恒定温度的充满合金液的坩埚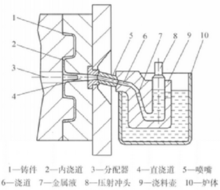 中,压射运动是上下运动。这种压铸机的优点是生产工序简单、效率高、金属消耗少、工艺稳定。但压射室和压射锤头长期浸在液体金属中,锤头又没有冷却装置,影响使用寿命,并易增加合金的含铁量。其压射压力相对于冷室压铸机而言,要小很多,一般在7~14 MPa左右,而且其结构决定了热室压铸机不可能做得很大,一般情况下最大机型做到400 t(锁模力)。热室压铸机还有一个比较明显的特点就是它的锁模部分相对于水平面而言有个大约15。的倾角。热室压铸机大多用于压铸锌合金等低熔点合金铸件,但也有用于压铸小型铝、镁合金压铸件。其压铸工作原理如图1所示。1
中,压射运动是上下运动。这种压铸机的优点是生产工序简单、效率高、金属消耗少、工艺稳定。但压射室和压射锤头长期浸在液体金属中,锤头又没有冷却装置,影响使用寿命,并易增加合金的含铁量。其压射压力相对于冷室压铸机而言,要小很多,一般在7~14 MPa左右,而且其结构决定了热室压铸机不可能做得很大,一般情况下最大机型做到400 t(锁模力)。热室压铸机还有一个比较明显的特点就是它的锁模部分相对于水平面而言有个大约15。的倾角。热室压铸机大多用于压铸锌合金等低熔点合金铸件,但也有用于压铸小型铝、镁合金压铸件。其压铸工作原理如图1所示。1
工艺特点热室压铸机的压射缸及压室垂直布置,压室沉入熔炉坩埚内的金属液中。压室中不存在空气,压射过程中卷入气体的机会相对较少。金属液在封闭的管道中流动,温度波动小,氧化夹杂机会小,可以使用较低的浇注温度,金属液质量提高。
热室压铸机多用于薄壁压铸件生产,加之金属液流程长,压力损失较大,增压效果不如冷室压铸机明显,所以热室压铸机一般不设增压液压缸。由于压室组件长期沉入金属液中,热室压铸机一般只用于对压室组件侵蚀性较小的锌及镁合金压铸件的生产。由于不需额外的浇注操作,热室压铸机节约循环时间,生产效率较冷室压铸机高。热室压铸机需要对鹅颈、射料管等部位进行加热,防止被冷料堵塞。2
操作规程1.热室压铸机手动操作方法
将“手动、半自动、全自动”选择按钮拨至“手动”挡位,接通电源,起动液压泵正常运转。设定射料压力,在面板上将总压力数字拨码调节至合适位置,开始进行各动作操作。
(1)锁模动作操作方法
1)将“关门”选择拨至“关门手动”挡位,用手推前后安全门关门到位,顶针退回到位,射料锤头回锤到位,选择冲头动作时,冲头须回位。
2)速度选择有快速、常速、慢速三挡,将旋钮拨至所选挡位,并在电箱控制面板上将锁模压力数字拨码调整至合适数字。
3)双手各按住一个“锁模”按钮,机器将做锁模动作,至终止位置时,由于感应开关、限位开关的控制,机器将自动终止锁模动作。设置锁模按钮两个,目的是使模具安装、维修、测试符合安全要求。
(2)开模动作操作方法
1)要求回锤到位,速度选择开关拨至所选挡位,开模压力拨码拨至合适数字。
2)按住开模按钮,机器做开模动作,运动至终止位置时,其开模终止感应开关断开,机器将自动终止开模动作。
(3)扣前、扣后动作
按住扣前按钮,锁模柱架装置作扣前动作,按住扣后按钮,锁模柱架装置作扣后动作。当扣嘴油缸活塞运动到位后将自动终止动作。
(4)顶针动作
将顶针压力拨码调节合适。
1)顶针进动作:要求开模终止到位,顶针进感应开关断开。按住顶针按钮,顶针油缸活塞杆推出,带动顶针杆前进,由顶针进感应开关控制运动终止位置。
2)顶针退动作:要求顶针退感应开关断开。松开被按住的顶针按钮,顶针杆作退回运动,由顶针退感应器开关控制运动终止位置。
(5)机械手(冲头运动)
要求开模终止到位,压缩空气阀开通,气压管路正常,按住冲头按钮,实现机械手向下运动(又称冲头向下运动),松开冲头按钮,机械手向上运动(又称冲头回运动)。
(6)喷雾
要求开模终止到位,压缩空气阀开通,气压管路正常,脱模剂管路接通,按住喷雾按钮,两个喷雾嘴同时喷出雾状溶剂,松开按钮即可停止喷雾。如果脱模剂管路未通,操作射嘴喷出气体。
(7)射料动作
要求前后安全门关门到位,锁模终止到位,扣前运动到位。当同时按住射料、锁模按钮,则打料油缸活塞杆推出,带动料锤作打料运动,一速射料、二速射料运动转换由限位开关控制,当松开被按住的射料按钮时,打料活塞杆退回,带动料锤作回锤运动。
(8)抽芯动作
要求顶针退回到位,在抽芯1感应开关断开的前提下,按住抽芯l按钮,抽芯油缸活塞杆推出,带动模具抽芯前进,松开被按住的抽芯1按钮,抽芯油缸活塞杆退回并带动模具抽芯退回。
(9)抽芯2动作
要求顶针退回到位,在抽芯2感应开关断开的前提下,按住抽芯2按钮,抽芯油缸活塞杆推出,带动模具抽芯前进,松开被按住的抽芯2按钮,抽芯油缸活塞杆退回并带动模具抽芯退回。
2.热室压铸机自动操作方法
1)将“手动、半自动、全自动”选择按钮拨至“半自动”挡位,“安全门开关”拨至“气门自动”挡位,压力、时间拨码调至合适,定嘴、离嘴选择按钮拨至所需挡位,使用机械手及喷雾时,则将冲头选择开关及喷雾选择开关拨向0N,将开锁模速度选择开关拨至所需挡位。
2)关好安全门,机器便以半自动压铸循环动作工作。
3)每完成一个循环周期,气动门自动打开后又自动关门,再进行下一个循环周期。
3.热室压铸机全自动操作方法
1)将“手动、半自动、全自动”选择按钮拨至“全自动”挡位,“安全门开关”拨至“关门手动”挡位,压力、时间拨码调至合适,定嘴、离嘴选择旋钮拨至所需挡位,使用机械手及喷雾时,则将冲头选择开关及喷雾选择开关拨向ON,将开模速度选择开关拨至常速挡位。
2)关好安全门,机器便按全自动压铸循环动作工作。
3)当铸件产品掉落后,电眼感应计数,机器进入下一个循环周期的动作。注意:如果机器是作全自动空运行,当运动至落料动作时,操作者应打开一下落料门,此时落料感应开关感应后,机器才进入下一循环周期的动作,如果没有感应信号动作,机器会停止运动并报警提示操作者。3
 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国