

概念
 目前,间歇式陶瓷球磨机是广泛应用于陶瓷工业研磨陶瓷原料的关键研磨机械设备。间歇式陶瓷球磨机具有一个水平放置的钢质圆柱薄壁壳体(简称简体),在主传动电动机(俗称主电机)及传动装置(包括:液力偶合器、圆柱齿轮减速器、联轴器及三角胶带等)的作用下,驱动简体以适宜的转速旋转,因此简体内的物料和研磨体(俗称球石)等在筒体内衬(保护钢质筒体免遭破坏)的作用下,被筒体提升到一定高度后,在其自身重力的作用下沿近似抛物线轨迹降落下来冲击碰撞和研磨筒体底部的另一部分物料,经多次反复作用后,增大了物料的表面积,促使物料搅拌混合均匀以致物料的物理机械性能趋于一致,易于获得性能均一的陶瓷浆料,从而获得高质量的陶瓷制品。
目前,间歇式陶瓷球磨机是广泛应用于陶瓷工业研磨陶瓷原料的关键研磨机械设备。间歇式陶瓷球磨机具有一个水平放置的钢质圆柱薄壁壳体(简称简体),在主传动电动机(俗称主电机)及传动装置(包括:液力偶合器、圆柱齿轮减速器、联轴器及三角胶带等)的作用下,驱动简体以适宜的转速旋转,因此简体内的物料和研磨体(俗称球石)等在筒体内衬(保护钢质筒体免遭破坏)的作用下,被筒体提升到一定高度后,在其自身重力的作用下沿近似抛物线轨迹降落下来冲击碰撞和研磨筒体底部的另一部分物料,经多次反复作用后,增大了物料的表面积,促使物料搅拌混合均匀以致物料的物理机械性能趋于一致,易于获得性能均一的陶瓷浆料,从而获得高质量的陶瓷制品。
破碎研磨物料常采用的两种最基本的球磨工艺就是湿法球磨和干法球磨。一方面,因干法球磨生产工艺所获得的物料粒度分布范围窄,不利于陶瓷制品的成形等,难于获得高质量的陶瓷制品;另一方面,干法球磨生产工艺所需破碎研磨时问长,单位产品功率消耗大,而且生产过程中稍有疏忽,就会污染环境,不利于文明生产。因此,目前陶瓷工业生产过程中很少采用干法球磨生产工艺。而湿法球磨生产工艺通常适用于多种物料和添加剂的搅拌混合的精细研磨,且单位产品功率消耗低,短时间球磨后即可获得符合陶瓷工艺要求的粒度及粒度分布范围宽的物料颗粒。同时,湿法球磨生产工艺不仅能使团聚物研磨成细颗粒(很少是劈裂的细颗粒),而且还能促使瘠性物料与塑性物料搅拌混合均匀,所以说,湿法球磨生产工艺是目前陶瓷工业生产过程中最常用的球磨生产工艺。1
构造及特点构造(1)格子型间歇式陶瓷球磨机
由6部分组成:筒体部、给矿部、排矿部、轴承部、传动部和润滑系统。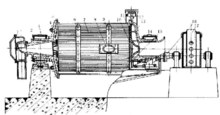 圆形筒体由几块钢板焊接而成,其两端焊有法兰盘。筒体通过法兰盘和铸钢的端盖连接。为了便于更换磨损了的衬板和检查磨矿机的内部状况,在筒体上开有人孔;为了使衬板与筒体内壁紧密接触和缓冲钢球对筒体的冲击,在衬板与筒体内壁之间敷有胶合板;为了保护筒体内表面不受磨损和控制钢球在筒体内的运动轨迹,筒体内铺有山高锰钢制成的50—130 mm厚的衬板。
圆形筒体由几块钢板焊接而成,其两端焊有法兰盘。筒体通过法兰盘和铸钢的端盖连接。为了便于更换磨损了的衬板和检查磨矿机的内部状况,在筒体上开有人孔;为了使衬板与筒体内壁紧密接触和缓冲钢球对筒体的冲击,在衬板与筒体内壁之间敷有胶合板;为了保护筒体内表面不受磨损和控制钢球在筒体内的运动轨迹,筒体内铺有山高锰钢制成的50—130 mm厚的衬板。
为了提高衬板的使用寿命,国内外正在发展和使用橡胶衬板。橡胶衬板具有寿命长(比钢衬板的寿命长3到4倍)、重量轻、安装简便、更换工作安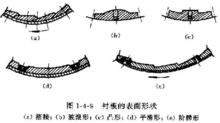 全、工作噪音小等优点。衬板的表面形状应该使钢球与衬板表面的相对滑动量最少,这不仅可以增加衬板的使用寿命,而且可以降低功率消耗。所以衬板的表面形状对磨矿效率的影响很大。通常,细磨矿时,采用细棱边或完全光滑的衬板;粗磨矿时,则采用带棱的衬板。衬板具有很多不同的断面形状,波浪形衬板更换容易,但要求螺钉孔密封,不然会在工作时漏出矿浆,为了防止矿浆沿螺钉孔流出,在螺帽下面垫有橡皮圈和金属垫圈;条形衬板
全、工作噪音小等优点。衬板的表面形状应该使钢球与衬板表面的相对滑动量最少,这不仅可以增加衬板的使用寿命,而且可以降低功率消耗。所以衬板的表面形状对磨矿效率的影响很大。通常,细磨矿时,采用细棱边或完全光滑的衬板;粗磨矿时,则采用带棱的衬板。衬板具有很多不同的断面形状,波浪形衬板更换容易,但要求螺钉孔密封,不然会在工作时漏出矿浆,为了防止矿浆沿螺钉孔流出,在螺帽下面垫有橡皮圈和金属垫圈;条形衬板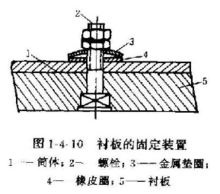 使用楔形压条固定,并用端盖衬板压紧,这种衬板制造简单,由于螺钉孔数目少(条形衬板也可不用螺钉固定,完全用端盖衬板压紧),因而增强了筒体的强度和刚性。目前我国生产的磨矿机中的衬板很多采用这种结构的条形衬板。
使用楔形压条固定,并用端盖衬板压紧,这种衬板制造简单,由于螺钉孔数目少(条形衬板也可不用螺钉固定,完全用端盖衬板压紧),因而增强了筒体的强度和刚性。目前我国生产的磨矿机中的衬板很多采用这种结构的条形衬板。
球磨机的给矿部是由带有中空轴颈的端盖、联合给矿器、扇形衬板和轴颈内套等部件组成。为了防止给入的矿石对中空轴颈内表面的磨损,在中空轴颈内镶有一个内表面带螺旋的铸造内套,螺旋有助于给矿。联合给矿器可同时给入原矿和分级机的返矿。
球磨机的排矿部是由带有中空轴颈的端盖、格子衬板、楔铁、中心衬板和轴颈内套等部件所组成。在端盖的内壁上铸有放射形的筋条8根,相当于隔板。每两条筋条之间有格子衬板,并用楔铁挤压住。楔铁则用螺钉穿过壁上筋条固紧在端盖上。在中心部分是利用中心衬板的止口拖住所有的格子衬板。在中空轴颈内镶有内套,内套在排矿格子的一端制成喇叭形叶片,以引导由隔板掬起的矿浆顺着叶片流出。
球磨机的中空轴颈支承在调心式滑动轴承上。球磨机的筒体是通过齿轮传动装置由电动机经联轴节带动回转的。齿轮传动装置由装在筒体排矿端的齿圈和传动齿轮所构成。传动齿轮装在传动轴上,传动轴支承在轴承座中的两个双列调心滚柱轴承上。为了防止灰尘落入齿轮传动装置中,用防尘罩将其全部密封。传动齿轮用干油润滑,而传动轴两段的滚柱轴承则用稀油循环润滑。2
(2)卧式筒形球磨机
卧式筒形球磨机为卧式筒形旋转装置,边缘传动,三仓球磨机。用于开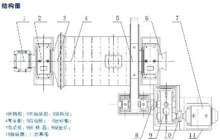 流粉磨系统,粉磨不同标号的水泥熟料、超细粉或水泥成品。物料由进料装置经入料中空轴螺旋均匀地进入磨机第一仓,即粗磨仓,该仓内(及二仓)有高效阶梯型环沟衬板(材质为高锰钢),内装平均直径较大的研磨体,筒体转动产生离心力将研磨体带到一定高度后落下,对物料产生重击和研磨作用。物料在第一仓达到粗磨后,经单层隔仓装置进入第二仓,该仓内研磨体(钢球)直径小于第一仓,物料在此继续受到粉碎,然后经过弧型筛内选粉
流粉磨系统,粉磨不同标号的水泥熟料、超细粉或水泥成品。物料由进料装置经入料中空轴螺旋均匀地进入磨机第一仓,即粗磨仓,该仓内(及二仓)有高效阶梯型环沟衬板(材质为高锰钢),内装平均直径较大的研磨体,筒体转动产生离心力将研磨体带到一定高度后落下,对物料产生重击和研磨作用。物料在第一仓达到粗磨后,经单层隔仓装置进入第二仓,该仓内研磨体(钢球)直径小于第一仓,物料在此继续受到粉碎,然后经过弧型筛内选粉 式双层隔仓装置的筛分,粗颗粒物料重新返回第二仓,细颗粒物料进入第三仓,即细磨仓。细磨仓内采用小波纹衬板(材质为多元素白口合金),内装微型研磨体——小钢锻。物料在此仓受到研磨,为了消除距筒体较远部位的微型锻滞流区和三仓较易出现的研磨体反分级现象,在三仓内装有3-5道活化装置,进一步提高了锻仓的粉磨效率。合格成品及微型锻同时进入出料装置,通过出料箅板实现料锻分离,成品水泥由出料中空轴排出完成粉磨作业。
式双层隔仓装置的筛分,粗颗粒物料重新返回第二仓,细颗粒物料进入第三仓,即细磨仓。细磨仓内采用小波纹衬板(材质为多元素白口合金),内装微型研磨体——小钢锻。物料在此仓受到研磨,为了消除距筒体较远部位的微型锻滞流区和三仓较易出现的研磨体反分级现象,在三仓内装有3-5道活化装置,进一步提高了锻仓的粉磨效率。合格成品及微型锻同时进入出料装置,通过出料箅板实现料锻分离,成品水泥由出料中空轴排出完成粉磨作业。
主要结构:该磨机包括电机、减速机、慢驱动、配电控制柜、进料装置、主轴承、回转部分、出料装置、传动部分、润滑系统(主要包括高压泵站和低压稀油站)等主要部分组成。中空轴采用铸钢件,内衬可拆换,回转大齿轮采用直齿,铸钢材质,滚齿加工。筒体内镶有高锰钢衬板和多元素白口合金耐磨衬板,具有良好的耐冲击性和耐磨性。本机运转平稳,工作可靠。内部结构可根据使用情况进行调整。
特点间歇式陶瓷球磨机主要用于物料的混合,研磨,产品的细度均匀,节省动力。既可干磨,也可湿磨。该机可以根据生产需要采用不同的衬板类型,以满足不同需要。研磨作业的细度,依靠研磨时间自行控制。电动机自减压启动,降低起动电流,其结构分为整体式独立式。该设备具有投资少,较同类产品节能省电,结构新颖,操作简便,使用安全,性能隐定可靠等特点。适用于普通和特殊材料的混合及研磨作业。用户可依据物料比重,硬度,并根据产量等因素综合考虑选择合适的型号和衬板。
(1)球磨机适用于粉磨各种矿石及其它物料,被广泛用于选矿,建材及化工等行业,可分为干式和湿式两种磨矿方式;
(2)按照粉磨方式的不同,可分为开流和圈流;
(3)按磨机筒体长径比的大小,可分为:短磨、中长磨、长磨(也称为管磨机,其内部一般分成2—4个仓,在水泥厂用得较多)三种;
(4)管磨机的特点是粉碎比大,即产品比较细,对物料的适应性强,成品粒度易于调整,而且便于大型化。因此在水泥工业中得到了广泛的应用。
研磨效率分析物料粉碎过程大致可以分成两个阶段,即破碎阶段与研磨阶段。对于破碎阶段,其主要设备有颚式破碎机、 辊式破碎机等,该阶段破碎物料所需的能量主要取决于物料的重量 (或体积 ) 及破碎前后的物料尺寸,即“体积理论”;3对于研磨阶段,其主要设备有球磨机、 雷蒙磨等,现在陶瓷厂主要应用湿法间歇球磨机,该阶段研磨物料所需能量与研磨过程中物料新生成的表面积成正比,即“表面积理论”。上述为物料在破碎及研磨阶段的理论功耗,而在实际操作中,由于各种因素的影响,实际功耗要高得多。研磨效率则应是研磨阶段理论功耗与实际功耗之比。
被研磨物料性质与加料方式被研磨物料的性质,主要是指物料内聚力的大小,即物料强度、硬度等指标的高低。对于强度大,硬度高的石英、长石、硬质粘土原料,研磨时理论功耗较高,所需研磨时间较长。反之,软质原料的理论功耗较低,所需研磨时间较短。若将二者混磨,则经过一段时间后, 所达到的颗粒度不同,硬质料较粗。当硬质料达到颗粒度要求时,软质料将出现过粉碎现象,并且,软质料在研磨过程中将包在硬质料表面而影响其研磨,研磨效率较低。比较好的作法是采用两次加料方式,先研磨硬质料,研磨一定时间后再加入软质料研磨,可以得到较高的研磨效率。由此可见,物料性质所影响的是理论功耗的高低,只要加料方式合理, 无论物料性质如何,均可获得较高的研磨效率。4
球磨机转速球磨机简体具有一个临界转速,此时颗粒料(物料和球石等颗粒)紧贴筒体 内衬表面并跟随简体一同旋转,颗粒料(物料和球石等颗粒)通过上升曲线(圆弧轨迹)的最高点而不跌落下来,这是由于其自身重力与离心力平衡的缘故。据此可求得简体的临界转速nk(r/min)为:
内衬表面并跟随简体一同旋转,颗粒料(物料和球石等颗粒)通过上升曲线(圆弧轨迹)的最高点而不跌落下来,这是由于其自身重力与离心力平衡的缘故。据此可求得简体的临界转速nk(r/min)为:
式中:D—球磨机简体(安装内衬后)的净空直径,m。显然为了求得筒体的适宜转速,须研究和探讨湿法球磨生产工艺过程中球石的运动状态。由于球磨机筒体的旋转运动,迫使球石沿两段曲线组成的封闭轨迹运动,首先是沿圆弧轨迹的上升运动,然后是沿近似抛物线轨迹的降落运动,球石在降落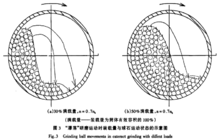 过程中,冲击碰撞和研磨筒体底部的物料后又重新进入圆弧轨迹,如此周而复始的运动,直至获得符合要求的粒度及粒度分布范围宽的陶瓷浆料。如右图所示,依球磨机简体的转速大小,球石有两种最基本的研磨运动状态,即“泻落”研磨运动状态和“瀑落”研磨运动状态,而介于两者之间的研磨运动状态则称之为混合研磨运动状态,此时“泻落”研磨运动和“瀑落”研磨运动同时产生作用。
过程中,冲击碰撞和研磨筒体底部的物料后又重新进入圆弧轨迹,如此周而复始的运动,直至获得符合要求的粒度及粒度分布范围宽的陶瓷浆料。如右图所示,依球磨机简体的转速大小,球石有两种最基本的研磨运动状态,即“泻落”研磨运动状态和“瀑落”研磨运动状态,而介于两者之间的研磨运动状态则称之为混合研磨运动状态,此时“泻落”研磨运动和“瀑落”研磨运动同时产生作用。
通常球磨机慢速旋转时(例如:筒体转速n= ),球石在沿圆弧轨迹上升运动的过程中,球石也沿其自身的重心旋转,理论上,到达圆弧轨迹的最高点后球石应当沿近似抛物线轨迹降落。但由于此时球石的动能太小不足以沿近似抛物线轨迹降落,而是立即跌人处于上升运动的球石群中,所以说,处于“泻落”研磨运动状态的球石最终将滚落下来。显然它们对物料的冲击碰撞和研磨作用差,主要是通过球石的上升运动和滚落运动所产生的挤压力和摩擦力实现对物料的破碎研磨作用。同时考虑到球磨机的装载不足及球石具有过大的起抛角(球石进入抛物线轨迹时的初速度与水平方向的夹角)的“泻落”研磨运动状态,能大幅度地增强处于跌落运动的球石对球磨
),球石在沿圆弧轨迹上升运动的过程中,球石也沿其自身的重心旋转,理论上,到达圆弧轨迹的最高点后球石应当沿近似抛物线轨迹降落。但由于此时球石的动能太小不足以沿近似抛物线轨迹降落,而是立即跌人处于上升运动的球石群中,所以说,处于“泻落”研磨运动状态的球石最终将滚落下来。显然它们对物料的冲击碰撞和研磨作用差,主要是通过球石的上升运动和滚落运动所产生的挤压力和摩擦力实现对物料的破碎研磨作用。同时考虑到球磨机的装载不足及球石具有过大的起抛角(球石进入抛物线轨迹时的初速度与水平方向的夹角)的“泻落”研磨运动状态,能大幅度地增强处于跌落运动的球石对球磨
机简体底部物料的冲击碰撞和研磨等作用。且最佳“泻落”研磨运动状态是装载量为球磨机筒体有效容积的50%,球石的起抛角为45°的状态。若球磨机以较高的转速旋转(例如:筒体转速n>0.7nk)时,球石通常处于“瀑落”研磨运动状态,球石首先也是沿圆弧轨迹上升,通过较高的圆弧轨迹脱离点后自由进入近似抛物线轨迹降落运动中,并剧烈地冲击碰撞和研磨筒体底部的物料。显然“瀑落”研磨运动状态的球石之所以能破碎研磨物料,主要是通过剧烈
的冲击碰撞和研磨作用,很少是挤压力和剪切力的作用,通常能获得较高的破碎研磨效率。同时球磨机的装载量又是球石处于“瀑落”研磨运动状态的决定性因素。
由此可见,在湿法球磨工艺生产过程中,为了提高球石对物料的冲击碰撞和研磨作用,促使物料搅拌混合均匀,缩短球磨时间,节约能源消耗,易于获得符合陶瓷工艺要求的粒度及粒度分布范围的颗粒料,球磨机筒体通常以60%的临界转速(nk)旋转,在某些特殊情况下,球磨机简体以80%的临界转速(nk)旋转,可获得较高的研磨效率。因此目前在陶瓷生产过程中,大多数湿法球磨机通常采用55%—70%的临界转速(nk),虽然此时球磨机的破碎研磨效率不是很高,但瘠性物料与塑性物料搅拌混合均匀,有利于陶瓷坯体的成形及脱水干燥等,便于获得高质量的陶瓷制品。1
料球水比例根据研磨物料的种类不同,料球水比例亦不相同。其中球石的加入量很关键,球面太少,对物料粉碎作用不够,球石过多,又会由于球石之间的相互干扰而降低研磨效率。理论证明,球磨机中研磨体的装填系数φ = 0. 42是最适宜的,即球磨机有效容积以 V 表示,则球石体积应为 0. 42V。目前陶瓷厂存在加球量不足的问题,应
该提高球石的比例 ,可获得较高的研磨效率。相关试验证明了塑性坯料料球比应达到 1∶3。5多加球石后 , 加料量可能比原来有所降低,但由于提高了球磨效率,从长远来看,是经济合理的。
研磨体的形状研磨体形状的选择,应从研磨体直径大小及不同形状研磨体的作用谈起。一般地,大球抛落后冲击力较大,有利于物料颗粒尺寸的改变,即由粗颗粒变为细颗粒。小球抛落后冲击力较小,一般只起研磨作用,有利于物料颗粒形状的改变。中球的作用介于二者之间。球形研磨体之间为点接触,有利于冲击。片状研磨体之间的面接触,有利于研磨。棒状研磨体之间为线接触,作用介于二者之间。所以研磨体的形状应根据直径不同分别选取,即大研磨体以球形为宜,小研磨体选用片状,中等研磨体选用棒状。4
主要技术参数
|| ||
安装与维护机器的维护保养是一项极其重要的经常性的工作,它应与极其的操作和检修等密切配合,应有专职人员进行值班检查。
安装试车安装陶瓷球磨机时,首先应安装主轴承。
(1)为了避免加剧中空轴颈的台肩与轴承衬的磨损,两主轴承的底座板的标高差,在每米长度内不应超过0.25毫米;
(2)安装陶瓷球磨机的筒体部,结合具体条件,可将预先装配好的整个简体部直接装上,也可分几部分安装,并应检查与调整轴颈和陶瓷球磨机的中心线,其同心误差必须保证在每米长度内应低于0.25毫米;
(3)安装传动部零部件(小齿轮、铀,联轴节、减速器、电动机等)。 在安装过程中,应按产品技术标准进行测量与调整。检查齿圈的径向摆差和小齿轮的啮合性能,减速器和小齿轮的同心度,以及电动机和减速器的同心度;
(4)设备应安装在水平的混凝土基础上,用地脚螺栓固定,安装时应注意主机体与水平的垂直。当全部安装都合乎要求后,才可以进行基础螺栓和主轴承底板的最后浇灌;
(5)安装后检查各部位螺栓有无松动及主机仓门是否紧固,如有请进行紧固;
(6)按设备的动力配置电源线和控制开关;
(7)检查完毕,进行空负荷试车,试车正常即可进行生产。
机器的维护(1)轴承担负机器的全部负荷,所以良好的润滑对轴承寿命有很大的关系,它直接影响到机器的使用寿命和运转率,因而要求注入的润滑油必须清洁,密封必须良好,本机器的主要注油处:转动轴承、轧辊轴承、所有齿轮、活动轴承、滑动平面;
(2)新安装的轮箍容易发生松动必须经常进行检查;
(3)注意机器各部位的工作是否正常;
(4)注意检查易磨损件的磨损程度,随时注意更换被磨损的零件;
(5)放活动装置的底架平面,应出去灰尘等物以免机器遇到不能破碎的物料时活动轴承不能在底架上移动,以致发生严重事故;
(6)轴承油温升高,应立即停车检查原因加以消除;
(7)转动齿轮在运转时若有冲击声应立即停车检查,并消除。
 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国