

简介
通过金属电极或非金属电极产生电弧加热的工业炉叫做电弧炉。电弧炉按电弧形式可分为三相电弧炉、自耗电弧炉、单相电弧炉和电阻电弧炉等类型。电弧炼钢炉的炉体由炉盖、炉门、出钢槽和炉身组成,炉底和炉壁用碱性耐火材料或酸性耐火材料砌筑。电弧炼钢炉按每吨炉容量所配变压器容量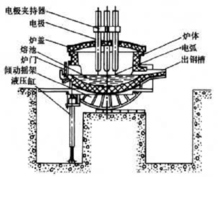 的多少分为普通功率电弧炉、高功率电弧炉和超高功率电弧炉。电弧炉炼钢是通过石墨电极向电弧炼钢炉内输入电能,以电极端部和炉料之间发生的电弧为热源进行炼钢。电弧炉以电能为热源,可调整炉内气氛,对熔炼含有易氧化元素较多的钢种极为有利 。 电弧炉炼钢发明后不久,就用于冶炼合金钢,并得到较大的发展。
的多少分为普通功率电弧炉、高功率电弧炉和超高功率电弧炉。电弧炉炼钢是通过石墨电极向电弧炼钢炉内输入电能,以电极端部和炉料之间发生的电弧为热源进行炼钢。电弧炉以电能为热源,可调整炉内气氛,对熔炼含有易氧化元素较多的钢种极为有利 。 电弧炉炼钢发明后不久,就用于冶炼合金钢,并得到较大的发展。
随着电弧炉设备的改进以及冶炼技术的提高,电力工业的发展,电弧炉炼钢的成本不断下降,现在电弧炉炼钢不但用于生产合金钢,而且大量用来生产普通碳素钢,其产量在主要工业国家钢总产量中的比重,不断上升。
电弧炉的基本构造如右图:1
弧炼钢炉发展简史法国海洛尔特(P.L.T.Héroult)于1888~1892年利用电极的电弧高温,开发出煤的代替能源,发明了工业性直接冶炼的电弧炉。起初电弧炉只用于电石和铁合金的生产,到 1906年才发展用来炼钢,并因而使废钢得以实现经济化、规模化的回收利用。电弧炉通过石墨电极的端部和炉料之间发生的电弧,将电能转换为热能进行熔化炉料并完成其后的髙温冶金反应。由于它使用电能,便于调整炉内的气氛,因此可以冶炼包括含易氧化元素在内的各种类型的合金钢。随着电力工业的发展、工艺设备的不断改进以及冶炼技术的提高,电弧炉应用日趋广泛,生产能力与规模越来越大。20世纪30年代电弧炉的最大容量 为100t,50年代为200t,70年代初已有400t的电弧炉投入生产。
尤其是在近50年的时间里,电弧炼钢炉的技术性能逐步提高,生产成本明显下降, 欧美发达国家电炉钢的比例已超过50%。
现代电弧炉冶炼技术的发展随时代进步。20世纪60~70年代主要是发展超高功率供电及相关技术,高功率电弧炉(HP)和超高功率电弧炉(UHP)是相对于一般的普通功率电弧炉(RP)而言的。它们主要是按每吨炉容量所配变压器容量的多少来区分,近年来有越来越高的趋势。这意味着单位时间内输人电弧炉的热能大幅度增加,使熔化时间显著缩短,从而提高生产能力,降低电极消耗,减少热损失,降低电能消耗,结果是使产能再提高的同时,成本也大幅度下降。
与超高功率电弧炉相配套的高压长弧操作、水冷炉壁、水冷炉盖、泡沫渣技术、使用外热源助熔等已被广泛采用,钢包精炼及强化用氧也已被采用。20世纪80年代,LF及EBT技术的开发使电弧炉冶炼加炉外精炼的现代电弧炉炼钢流程基本成熟。值得注意的是,自此以后,人们关注的焦点已不再是用直流还是交流供电的方式,而是二次燃烧和烟气显热的利用,即废钢预热的问题。不同的废钢预热方式产生了不同类型的现代电弧炉,它们包括用料篮废钢预热的普通电弧炉、带托爪的烟道竖炉、双壳电弧炉和Consteel电弧炉等。
目前,电弧炉的设备和生产技术仍然在继续发展之中。2
分类电弧炉有多种分类方式。
按电极的熔炼形式分为(1)非自耗电极式电弧炉,它是用钨或石墨等作电极,熔炼过程中电极本身不消耗或消耗很少。
(2)自耗电极式电弧炉,它是用被熔炼的金属作电极,金属电极边熔化、边自身消耗。
按电弧长度的控制方式分为(1)恒弧压自动控制式电弧炉,它是依靠两极间电压与给定电压作比较,其差值经过信号放大驱动自耗电极升降,以保持电弧长度的恒定。
(2)恒弧长自动控制式电弧炉,它是依靠电弧电压的恒定来近似地控制电弧长度的恒定。
(3)熔滴脉冲自动控制式电弧炉,它是根据金属熔滴形成及滴落过程中所产生的脉冲频率以及脉冲持续时间与弧长之间的关系来自动控制电弧长度的恒定。
按作业形式分为(1)周期性作业式电弧炉,即每熔炼一炉作为一个周期。
(2)连续性作业式电弧炉,这类电弧炉有两种形式。一种是炉体旋转式;另一种是两台炉子共用一台直流电源,即当一台炉子熔炼结束之后,切换电源到另一台炉上立即开始下一炉的熔炼。
按炉体结构形式分为(1)固定式电弧炉。
(2)旋转式电弧炉。3
常见几种电弧炉三相电弧炉这种电弧炉用三相交流电为电源(见图),一般用碳素电极或石墨 电极。电弧发生在电极与被熔炼的炉料之间,炉料受电弧直接加热。电弧长度靠电极升降调节。为提高熔炼质量,大型电弧炉在炉底装有电磁搅拌器,驱使炉内熔螎金属沿一定方向循环。50吨以上的电弧炉常装有炉体回转机构,炉体能左右旋转一定角度,使炉料受热均匀,金属液出炉时炉体可以倾斜。三相电弧炉广泛用于炼钢。
电极。电弧发生在电极与被熔炼的炉料之间,炉料受电弧直接加热。电弧长度靠电极升降调节。为提高熔炼质量,大型电弧炉在炉底装有电磁搅拌器,驱使炉内熔螎金属沿一定方向循环。50吨以上的电弧炉常装有炉体回转机构,炉体能左右旋转一定角度,使炉料受热均匀,金属液出炉时炉体可以倾斜。三相电弧炉广泛用于炼钢。
自耗电弧炉这种电弧炉的电极就是被熔炼钢的原料。熔炼时,随着钢原料的不断被熔化,电极不断下降。熔化的钢水滴入用水冷却的紫铜筒形坩埚内,凝结成钢锭。这种炉主要用于合金 钢的熔炼。用于熔炼钛、锆、钨、钼、钽、铌等活泼金属和难熔金属的自耗电弧炉,一般在真空下工作,因而称为真空自耗电弧炉。
钢的熔炼。用于熔炼钛、锆、钨、钼、钽、铌等活泼金属和难熔金属的自耗电弧炉,一般在真空下工作,因而称为真空自耗电弧炉。
单相电弧炉这类电弧炉用单相交流电供电。炉料在电弧间接加热。单相电弧炉多用于铜和铜合金的熔炼。
电阻电弧炉炉子结构同炼钢电弧炉相似。工作时,电极下端埋在炉料内起弧,除电极与炉料间的电弧发出热量外,电流通过炉料时炉料电阻也产生相当大的热量。这类电弧炉主要用于矿石的冶炼,因此又称矿热炉。(见彩图)
主要特点和发展趋势电弧炼钢炉以电能为主要能源。电能通过石墨电极与炉料放电拉弧,产生高达2000 ~ 6000℃以上的高温,以电弧辐射、温度对流和热传导的方式将废钢原料熔化。在炉料熔化时的大部分时间里,高温热源被炉料所包围,高温废气造成的热损失相对较少,因此热效率高于转炉等其他炼钢设备。此外,电加热容易精确地控制炉温,可以根据工艺要求在氧化气氛或还原气氛、常压或真空等任何条件下进行加热操作。
电弧炉炼钢工艺流程短,设备简单,操作方便,比较易于控制污染,建设投资少,占地面积小,不需要像转炉炼钢那样必须依托于庞杂的炼铁系统。
电弧炉炼钢对炉料的适应性强,它以废钢为主要原料,但同时也能使用铁水(高炉或化铁炉铁水)、海绵铁(DRI)或热压块(HBI)、生铁块等固态和液态含铁原料。
由于电弧炉炼钢炉内气氛可控、炉渣调整或更换的操作比较易行,而且能够在同一套操作系统之中来完成熔化、脱碳、脱磷、去气、除夹杂,温度控制、成分调整(合金化)等各阶段的复杂工艺操作。电弧炉炼钢可以间断性生产,在一定范围内可以灵活地调换生产品种。此外,现代电弧炉还可以大量使用辅助能源,如喷吹重(轻)油、煤粉、天然气 等。因此,电弧炉炼钢工艺适应性强,操作灵活,应用广泛。
电弧炉不仅能够冶炼磷、硫、氧含量低的优质钢,而且可以用多种元素来进行合金化(包括铅、硼、钒、钛和稀土等易被氧化的元素),来生产各种优质钢和合金钢,诸如滚珠轴承钢、不锈耐酸钢、工具钢、电工用钢、耐热钢、磁性材料以及特殊合金等。
虽然电弧炉炼钢有诸多优点,但是,由于我国目前废钢和电价成本的问题,电弧炉炼钢无法在普钢和长线产品上和转炉炼钢比拼。电弧炉炼钢仅在小批量、多品种、高合金比 的特殊钢生产领域里占据主导地位。
目前国际上一些短流程的电炉生产企业,一般都是采用高输出功率的电弧炉。并且, 传统的带还原期的经典三期操作工艺已逐渐被炉外精炼等组合工艺技术所取代,电弧炉及
其公辅设施装备也更为完善与合理。世界上电炉钢产量的比例在逐年上升。
我国是发展中国家,基本建设刚刚起步,大规模的废钢回收期还没有到来,并且,我国的电力发展也不平衡,目前的电价还处于一个比较高的阶段。因此,电弧炉炼钢在我国的发展速度受到了限制,没有转炉炼钢发展得快。虽然电炉钢的总量也在增多,但是电炉钢产量占总钢产量的比例却逐年下降,这与世界电弧炉的发展趋势相反。
随着我国电力设施的发展和废钢资源的积累,以及国家对环境保护和矿产资源管理力度的强化,我国电弧炉炼钢的发展趋势将会提升。届时,我国的电弧炉炼钢技术将会得到更加全面的发展。4
可以生产的钢种电弧炼钢炉的原料主要是固体的废钢并配加合金料、调整碳含量用的生铁等,也可以使用直接还原铁或配一部分热铁水,原料的选择范围广阔;因此,除一些超低碳品种钢,或者必须采用诸如真空处理等特殊手段的品种、特殊合金材料之外,大部分钢种几乎都可以冶炼。
 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国