

简介
一般的印刷品,除插图外,大部分都是用文字来表达其内容的。因此,复制文字印版是印刷行业的一个重要任务。
多少年来,一直是用铅字制作文字印版,这不仅需要经过如铸字、检字、排版、制作铅版等一系列繁琐的手工操作工序,使用大量的制版设备,增加了制版周期,影响出版事业的发展,而且,在印刷厂中要有大量的铅字堆积量,需要工人付出繁重的体力劳动,并带来铅中毒,直接影响工人师傅的身体健康。因此,摆脱铅字制版,这是上个世纪广大印刷工人迫切的愿望和要求,而利用照相排字机(简称照排机)就是不用铅字制作文字版的一种方式。
照排机的基本原理是借助照相的原理进行排版的。它是把所需要的文字,通过镜头拍摄到感光片(或感光纸)上,然后经显影就成为文字版底片,这与复制照相方法所得到的结果是相同的。
照排机所用字型的大小,以及字体的改变是由多种级数和不同类型的照相镜头来获取的。因为照排机上附设有变形镜头,它能使仿宋体改变为长方体、扁字体和斜字体的文字。
但是,照排机也有一定的局限性,如文字的字体等还不够多,不能在拍摄文字的同时进行拍摄插图等工作,同时校正也是一个不易解决的问题,有待进一步改进与完善。
照排机按其自动化程度分为两种,即:手动照排机和自动照排机,现分别简介如下。2
手动照排机手动照排机的结构型式与中文打字机相似,其纵排、横排以及跳行或改变文字位置的方法均是利用机械来完成的。
组成部分及其结构特点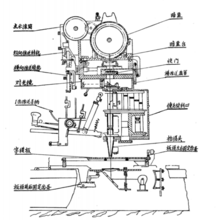 图1为其结构原理简图。
图1为其结构原理简图。
根据工艺要求,照排机每照排一个字需要完成如下过程,即:字模板框的固定、曝光和推送等。为此,照排机主要由下列几部分组成。2
光源和镜头系统:
如图示:由光源通过凹面反射镜→平面反射镜→聚光镜→字模板→镜头等将字模板上的文字投影在感光片上。
字模板及其板框固定装置系统:
字模板由若干块组成,每块字模板上有209或273个文字。将字模板装在板框上。板框分上下两部分,上板框装字模板,并在内侧上面装有供字模板框左右固定定位用的齿条,上板框通过下面的导轨可在下板框上自由滚动;下板框底面带有导轨,可在前后方向自由滚动,其前后移动固定定位用的齿条装在下板框下部,这样字模板上的每一个字都可移动到拍摄头的下面固定定位。
推送装置系统:
推送装置主要包括纵向推送和横向推送两部分,通过这些机构以完成纵排、横排、改行等工作过程。当快门曝光后可立即完成推送。
快门机构:
快门机构供曝光用,它的动作必须在板框左右、前后固定定位后进行,否则影响拍摄效果。
暗盒和点示装置:
在照排机的上部装有暗盒和点示装置。感光片装在暗盒内的滚筒上,在感光片上照排的情况可在点示滚筒或点示板上表示出来。2
光路圈与主镜头部件 在照排机上的光源利用形式有直接利用光源和利用光学系统两种。
在照排机上的光源利用形式有直接利用光源和利用光学系统两种。
1.用直接的光源进行拍摄:
图2a为其光路图。这种形式,光路比较简单,但是存在如下缺点:
1)对光源的调整很困难,因为每当取下灯泡时,就必须调整光源;
2)因为是用光源本身的光直接进行拍摄,工作时,必须直接凝视白炽灯泡很久,造成严重的视力疲劳;
3)利用球面反射镜聚光,从其性质上来讲,只能利用从光源发出的光的一部分,效果不好;
4)由于反射镜的安装是向上的,容易粘附灰尘,这往往是产生光斑和光量不足的原因之一;
5)白炽灯泡直接装在字模板的下面,会使字模板因加热而产生胶膜破裂等缺点。
从图示中可以看出,要很好地调整灯泡位置才能把光聚在主镜头上。这时均匀射到字模板上的光束(AB)的大小和位置就在灯泡的位置上,变化很大,非常不稳定,光束也很小。因此,这种方式一般不被采用。2
2.通过光学系统的形式:
图2b为其光路图。
这种形式可由第一聚光镜L1和凹面反射镜M来正确地确定灯泡的位置。同时从灯泡F向后方(凹面反射镜M的方向)发射的光又重新回到F点,这和对着前方(L1的方向)的光一起更增加了亮度;通过防热玻璃R0到达L1。
因为FL1是凸镜L1的焦点距离,所以通过L1的光经折射后变成平行光束,凭借反射镜P,按直角变换方向,再经过第二聚光镜L2,聚光予镜头R上。
光源电压需要20伏左右。如果电压较小时,往往会产生灯座、变压器的接触元件、脚踏开关等的接触不良而引起光源灯泡的忽暗忽亮现象,为克服这一缺点,使用高电压低电流的灯泡,这样灯泡的功率瓦数仍保持不变。
 此外,作为拍摄文字用的光源,使用减少目力疲劳的10瓦白色萤光灯,并用反射板进行间接照明,所以视力面较广,并且字模板几乎不受热的影响。所以这种形式的光路在照排机中得到了广泛的应用。
此外,作为拍摄文字用的光源,使用减少目力疲劳的10瓦白色萤光灯,并用反射板进行间接照明,所以视力面较广,并且字模板几乎不受热的影响。所以这种形式的光路在照排机中得到了广泛的应用。
照排机的主镜头部分是由20种左右不同类型的主镜头和一个变形镜头组成。主镜头的排列形式有单层式排列和双层式排列两种,主镜头装在转台上,下面以单层式排列为例加以说明。
图3为其各部件装置示意图。
字模板上的每个字都可通过主镜头能排出20种左右大小不同的字;也都能通过变形镜头排成扁体、长方体和斜体等变形文字。如果附设外文装置,还可扩大使用范围,拍摄外文文字。
主镜头安装在镜头旋转器内部镜筒里,根据需要转动旋转器,以选定不同级数的镜头,使用起来很方便。
变形镜头与对光镜中的反射镜是活动式的,当不需要时,将它们转到拍摄光路外。2
字模板框的固定装置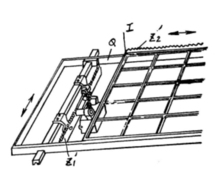 字模板框的结构如图4所示。
字模板框的结构如图4所示。
字模板框能够纵向、横向移动。通过调整纵向固定齿条Z'1和横向固定齿条Z'2,使字模板上的每一个字都能对准拍摄头的中央。
在拍摄前,必须保证板框的固定位置。如果板框在纵向和横向位置不给予固定,在曝光时可能引起板框位置的改变,这会直接影响照排质量,因此,板框的固定装置必须安全可靠。
在图示中,上板框 I 的左右移动是在下板框Q上进行的,而下板框的前后移动是在下部导轨上进行的(参考图1),图4字模板上的任意一个字,都能沿前后、左右方向很容易地被移动到拍摄头的下面。
 当需要将板框固定时,首先压下手柄主杠杆G(如图5),由于扇形齿轮Z1与齿轮Z2的作用,板凸轮C的支承板K1按照箭头方向旋转。而臂杆A跟着一起在凸轮C的上面,顺着P1点、P2点的次序,向上摆动,当到达P3点(这时手柄主杠杆G被压到最下方)时推开K2,K2即向右移开,C就从K2的咬住部分掉落下来,臂杆A在一瞬间退回到原来位置。
当需要将板框固定时,首先压下手柄主杠杆G(如图5),由于扇形齿轮Z1与齿轮Z2的作用,板凸轮C的支承板K1按照箭头方向旋转。而臂杆A跟着一起在凸轮C的上面,顺着P1点、P2点的次序,向上摆动,当到达P3点(这时手柄主杠杆G被压到最下方)时推开K2,K2即向右移开,C就从K2的咬住部分掉落下来,臂杆A在一瞬间退回到原来位置。
在臂杆A的轴上,有与板框横向固定齿条Z'2(图4)啮合的齿条压爪的拉杆相连接,所以随着手柄主杠杆的动作在压下G的行程上横向移动齿条被固定,待手柄主杠杆到达最下方时,则横向移动齿条被解脱。
同样,在上述同一过程中,通过M1微动开关,接通固定纵向移动齿条Z1'的电磁铁,利用其压爪固定纵向移动齿条。
以上两个动作完成之后,通过微动开关M2使快门动作,进行曝光。2
纵向推送装置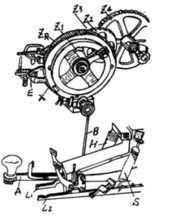 手动照排机的纵向推送一般都是以暗盒中滚筒的转动来实现的,图6是纵向推送机构的主要部分。
手动照排机的纵向推送一般都是以暗盒中滚筒的转动来实现的,图6是纵向推送机构的主要部分。
当压下手柄主杠杆A完成板框的纵向横向固定定位和快门进行曝光动作后,接着放开手柄主杠杆A,手柄主杠杆A及付杠杆L1或L2因弹簧S的作用重新回到上方。在这个过程中,付杠杆L1、L2是由连接在这上面的连杆B带动推送棘爪来实现的。这时推送棘爪E,是由推送齿轮调整板X所确定的齿数来转动棘轮。显然,暗盒滚筒的转动是由弹簧S的力量,通过连杆B,使棘爪E拨动棘轮ZR,再经过齿轮付Z1、Z2和Z3、Z4的传动而得到的。
为了减少在推送过程中的振动,在手柄主杠杆上设有油压缓冲器H起缓冲作用。2
横向推送装置与纵向推送装置一样,是在完成板框固定和曝光后进行的。
横向推送有两种形式:
1)暗盒(或镜头部件)沿其滚筒轴线移动形式:
 有的照拍机,其横向推送是靠镜头部件沿暗盒滚筒的轴向移动来实现的。有的则采用镜头部件不动而暗盒部件沿其滚筒轴向移动来实现横向推送。邀两种形式其传动原理及其操纵机构基本相同,都是利用手柄主杠杆,通过连杆拨动棘爪,带动棘轮,再由齿轮付传动使左右移动齿条移动以实现暗盒或镜头部件的横向推送。图1所示为利用暗盒的移动完成横向推送的形式。
有的照拍机,其横向推送是靠镜头部件沿暗盒滚筒的轴向移动来实现的。有的则采用镜头部件不动而暗盒部件沿其滚筒轴向移动来实现横向推送。邀两种形式其传动原理及其操纵机构基本相同,都是利用手柄主杠杆,通过连杆拨动棘爪,带动棘轮,再由齿轮付传动使左右移动齿条移动以实现暗盒或镜头部件的横向推送。图1所示为利用暗盒的移动完成横向推送的形式。
2)改变光路感光位置的形式:
镜头部件和暗盒均不作左右移动,而是在光路中增加移动反射镜,通过改变移动反射镜的位置,使投影在感光片上的位置按一定的要求移动,以达到横向推送的目的。这种形式,由于取消了横向推送的机械传动系统,在结构上大为简化,机器较轻便,操作方便,噪音小,但其光路较复杂。
下面以第一种形式为例作一简要介绍。
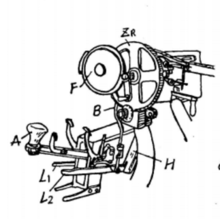
 图7和图8为镜头移动实现横向推送装置的一种形式。其工作过程正如在纵向推送机构中所说明的那样,棘轮ZR的安装方向虽然与纵向推送交错90°,但用棘爪来推送棘轮的刻度调整板X所确定的齿数,就这一点来说完全相同。但是由于横向推送需要向左右两个方向推送,为此在其传动系统中增加一中间介轮,以改变推送方向。其工作过程如下:
图7和图8为镜头移动实现横向推送装置的一种形式。其工作过程正如在纵向推送机构中所说明的那样,棘轮ZR的安装方向虽然与纵向推送交错90°,但用棘爪来推送棘轮的刻度调整板X所确定的齿数,就这一点来说完全相同。但是由于横向推送需要向左右两个方向推送,为此在其传动系统中增加一中间介轮,以改变推送方向。其工作过程如下:
当变换离合杆E推向后面时(如实线位置)因Z1直接与齿条Z啮合,安装在齿条上的镜头部件就沿导轨向左方推送。
当变换离合杆E扳向前面时(如图示虚线位置),其传动路线经Z2、Z3的传动,Z3再与齿条Z啮合,故镜头部件被推向右方。
在图8中Z4经常与齿条Z啮合,由马达经齿轮传动给齿轮齿条的啮合一个与推送方向相反的力,以保证准确地推送。当离合杆E变换的同时,变换接点改变马达的转动方向。2
全自动照排机简介手动照排机由于选字、横向及纵向推送等过程全采用手工操作,这不仅增加了工人师傅的劳动强度,而且照排速度受到限制,远远满足不了我国印刷出版事业迅速发展的需要,因此发展全自动照排机是上个世纪印刷业的一项重要任务。随着自动照排机的研制和使用,对我国的印刷事业带来极大的影响。
所谓全自动照排机,系指从选字、校对和照排等过程全部自动化。它是利用电子计算机控制编排版面的自动照相排字设备,具有排字速度高、适应品种多(只要制备相应的文字、符号字盘和编排相应的排版程序即可照排各类印品)等优点,是全面采用感光版材,取代铅字制版工艺所必需的排版设备。一部全自动照排机只要配备30~40台专用文字键盘穿孔机和相当的手动照排机以及自动显影冲洗机、制版机等设备,即可完成一个中等以上印刷厂的全部文字排版任务,可以大大减轻工人劳动强度,提高工作效率。
下面介绍我国自行试制的全自动照排机
北京新华印刷厂在其他兄弟单位的大力支持下,于1971年试制成功我国第一部中文全自动照排机。
这套全自动照排机主要包括专用穿孔机、通用数字计算机和主机三大部分。2
全自动照排印刷工作程序为了进一步了解自动照排机的性能及其在印刷事业中的作用,下面介绍照排印刷工作程序。图9为其程序方框简图。
 从方框图中可以看出:
从方框图中可以看出:
1)从原稿到制成软片的工艺流程:
首先根据原稿在专用穿孔机上将文字打成穿孔纸带,然后把穿孔纸带送入电子计算机,经计算机处理后输出排版及选字信号并进入照排主机部分进行照排,再经冲洗制成软片。为了进行校正,在照排时先拍摄在感光纸上,经静电复印机,制成供校正用的氧化锌版进行校对修改,再重新由计算机编排程序,最后由照排主机拍成软片。
2)经照排得到的软片可用于制作感光尼龙版、感光树脂版和平版、凹版,以满足薄凸版和平版、凹版印刷的需要,缩短了制版周期。2
工作原理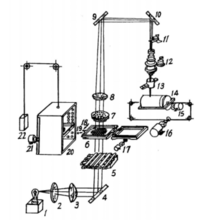 主要工作原理如下:将常用的文字及符号制成字模盘(如图10)并将文字编码,按原稿编排排版程序,经专用穿孔机将文字和排版程序打成穿孔纸带,输入电子计算机,经计算机处理后输出排版及选字信号,通过主机控制部分,使字模盘6作X、Y方向运动,找到要拍摄文字的所在区域,再使相应的一道快门5打开,使光源部分投射的平行光线将要拍摄的文字照亮,经小平行光管7和大平行光管8联合成像在物镜焦点处,再经二道快门11,变倍物镜12、变形镜13,投射到暗盒辊筒14上使软片感光,即完成一个单字的拍摄过程。排版程序控制信号控制暗盒辊筒作必要的转动(移行)和左右移动,即可排照成需要的版式。
主要工作原理如下:将常用的文字及符号制成字模盘(如图10)并将文字编码,按原稿编排排版程序,经专用穿孔机将文字和排版程序打成穿孔纸带,输入电子计算机,经计算机处理后输出排版及选字信号,通过主机控制部分,使字模盘6作X、Y方向运动,找到要拍摄文字的所在区域,再使相应的一道快门5打开,使光源部分投射的平行光线将要拍摄的文字照亮,经小平行光管7和大平行光管8联合成像在物镜焦点处,再经二道快门11,变倍物镜12、变形镜13,投射到暗盒辊筒14上使软片感光,即完成一个单字的拍摄过程。排版程序控制信号控制暗盒辊筒作必要的转动(移行)和左右移动,即可排照成需要的版式。
本机达到的照排速度为:横排版应用速度为15字/秒,竖排版最高速度为15字/秒。
全机储有宋、仿宋、平(方)、楷四种字体。每种字体制成常用和非常用两块字模盘,每盘储有3584个文字、符号。2
 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国