

简介
自蔓延高温合成(self–propagation high–temperature synthesis,简称SHS),又称为燃烧合成(combustion synthesis)技术,是利用反应物之间高的化学反应热的自加热和自传导作用来合成材料的一种技术,当反应物一旦被引燃,便会自动向尚未反应的区域传播,直至反应完全,是制备无机化合物高温材料的一种新方法。
特点燃烧引发的反应或燃烧波的蔓延相当快,一般为0.1~20.0cm/s,最高可达25.0cm/s,燃烧波的温度或反应温度通常都在2100~3500K以上,最高可达5000K。 SHS以自蔓延方式实现粉末间的反应,与制备材料的传统工艺比较,工序减少,流程缩短,工艺简单,一经引燃启动过程后就不需要对其进一步提供任何能量。由于燃烧波通过试样时产生的高温,可将易挥发杂质排除,使产品纯度高。同时燃烧过程中有较大的热梯度和较快的冷凝速度,有可能形成复杂相,易于从一些原料直接转变为另一种产品。并且可能实现过程的机械化和自动化。另外还可能用一种较便宜的原料生产另一种高附加值的产品,成本低,经济效益好。
简史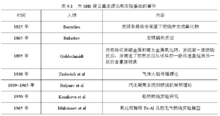 早在2000多年前,中国人就发明了黑色炸药(KNO3+S+C),这是自蔓延高温合成(SHS)方法的最早应用,但不是材料制备。所谓自蔓延高温合成材料制备是指利用原料本身的热能来制备材料。
早在2000多年前,中国人就发明了黑色炸药(KNO3+S+C),这是自蔓延高温合成(SHS)方法的最早应用,但不是材料制备。所谓自蔓延高温合成材料制备是指利用原料本身的热能来制备材料。
1900年法国化学家Fonzes–Diacon发现金属与硫、磷等元素之间的自蔓延反应,从而制备了磷化物等各种化合物。
在1908年Goldschmidt首次提出“铝热法”来描述金属氧化物与铝反应生产氧化铝和金属或合金的放热反应。
1953年,一个英国人写了一篇论文《强放热化学反应自蔓延的过程》,首次提出了自蔓延的概念。
1967年,前苏联科学院物理化学研究所Borovinskaya、Skhiro和Merzhanov等人开始了过渡金属与硼、碳、氮气反应的实验,在钛与硼的体系中,他们观察到所谓固体火焰的剧烈反应,此外他们的注意力集中在其产物具有耐高温的性质,他们提出了用缩写词SHS来表示自蔓延高温合成,受到燃烧和陶瓷协会一致赞同,这便是自蔓延高温合成术语的由来。
我国从1986年起也开始了这方面的研究1。
原理燃烧波的特征SHS过程包含复杂的化学和物理化学转变,要想获得满意的产品就必须明了整个反应机理以及各种因素对SHS过程的影响。如果将自蔓延的燃烧区描述为燃烧波的话,试样被点燃后,燃烧波以稳态传播时,燃烧波就在试样(或空间)建立起温度、转化率和热释放率分布图。 由图8.2可以看出,燃烧波前沿的区域是热影响区,当该区内温度从T0上升到着火温度,热释放速率和转化率开始由0逐渐上升,这样就进入燃烧区,在这一区域内实现由反应物结构转化为产物结构,当转化率达到1时,反应即进入产物区。
由图8.2可以看出,燃烧波前沿的区域是热影响区,当该区内温度从T0上升到着火温度,热释放速率和转化率开始由0逐渐上升,这样就进入燃烧区,在这一区域内实现由反应物结构转化为产物结构,当转化率达到1时,反应即进入产物区。
SHS燃烧波方程数学模型是理解影响SHS过程基本机理的重要工具,对决定最佳的燃烧条件,控制燃烧过程也有很大帮助。根据能量守恒定律和把反应介质看作连续均匀、各向同性,温度分布连续、均匀,以及物理K、ρ、Cp为常数,即可得到一维有热源的Fourier热传导方程。
 式中:Cp为产物热容,ρ为产物的密度,k为产物的热导率,q为反应热,T为绝对温度,t为时间,x为波传播方向的尺寸。
式中:Cp为产物热容,ρ为产物的密度,k为产物的热导率,q为反应热,T为绝对温度,t为时间,x为波传播方向的尺寸。
由Arrhenius动力学知识可以推导出燃烧波传导速度表达。
SHS相图SHS图可以为实际生产工艺的制定提供理论指导,如生产磨料时,为了获得大尺寸的颗粒,那么工艺制定就应选择在SHS图中热爆与稳定SHS交界处稳态SHS一侧的高温区域;生产烧结用的粉末时,在保证转化率的前提下,为了获得尺寸细小的颗粒,宜选择稳态SHS和非稳态SHS边界的非稳定SHS的低温区域。
SHS燃烧动力学通过对反应动力学的研究,可以预测在燃烧期间反应物的分解和聚合,以及最终产物的性能。由于固一固反应时,颗粒之间的有限接触限制了反应物之间的物质交换,所以燃烧波中出现的液相,在SHS过程中扮演着决定性的因索,液相不仅可通过反应物的熔化产生,而且还可通过共晶接触熔化产生。
在SHS燃烧波阵面内,当低熔点组分熔化时,熔化的液相在毛细作用下,铺张到高熔点组分上,如果铺张的时间大于反应的时间,SHS反应受毛细作用下铺张速率控制;当铺张时间小于反应时间,SHS反应受组分在生成层中扩散速度控制。
不管是毛细作用模式还是扩散模式,均与组分的颗粒尺寸密切相关。SHS反应中毛细作用占主导地位,而扩散占主导地位则要求满足一定关系方程。 一般由小颗粒金属构成的系统中,是以扩散控制模式为主;而由大颗粒金属构成的体系中,受毛细作用下液相的铺张速率控制。对不同的孔隙率研究表明,易熔组分体积分数与孔隙的体积分数大致相当时,液相可充分与高熔点组分接触,而获得最佳扩展效果。体积分数过高的易熔组分会产生过多的液相,起到热阱的作用,降低燃烧温度;反之,则降低燃烧速率。对于弱放热反应体系来说,为了能维持反应并获得满意产品,可以采用给反应物预热的方法来实现,但这种方法会造成设备和工艺的复杂化。另外一种方法是通过在反应物中添加一些高放热的化学激活剂来提高燃烧温度,改善燃烧条件。这些化学激活剂有KNO3+Al、BaO2、NH4NO3等。
合成转化率(1)固-固反应 对于指定的材料体系,预加热温度和颗粒大小是影响合成产品的主要因素。弱放热反应体系,由于得不到合成产品完全转化所需的合成温度而造成合成转化率低,预加热可以提高合成温度并使合成转化率提高。 对金属间化合物Ni3Al的合成研究表明,合成转化率与合成预加热温度有明显的相关性。研究Ti5Si3燃烧合成时发现:当预加热速度为4.5K/min时,生成物中Ti5Si3不到一半,而加热速度提高到125K/min时,几乎获得了百分之百的Ti5Si3。
颗粒大小对合成转化率的影响主要表现在颗粒增大到一定程度后,转化率明显下降。在Ti5Si3的合成中,当钛粒度大于100μm时,合成产品由Ti5Si3变为Ti5Si3+Ti。金属间化合物FeAl的合成研究也反映了同样的规律。当铁粉粒度小于30μm时,合成产品中Fe2Al5减少而以FeAl为主。
(2)固-气反应
初始料胚的空隙率和气体分压是影响合成的关键因素。按照反应动力学的观点,随着气体分压的增大,合成转化率应提高,但实验结果并非如此。例如:纯净的钛粉在氮气中合成时,随着P(N2)增大,合成转化率反而下降。
研究查明,这是因为合成温度太高引起钦粉熔化,阻碍了合成反应进一步进行的缘故。降低合成温度并保证生料胚中适当的空隙率是得到高转化率的条件。通过控制初始料胚的成型密度并掺入TiN稀释剂降低温度,得到了几乎完全的TiN产品。
高温成工艺SHS制粉常规SHS技术是用瞬间的高温脉冲来局部点燃反应混合物压坯体,随后燃烧波以蔓延的形式传播而合成目的产物的技术。这一技术适用于具有较高放热量的材料体系,例如:TiC-TiB2、TiC-SiC、TiB2-Al2O3、Si3N4-SiC等体系。其特点是设备简单、能耗低、工艺过程快、反应温度高。
热爆SHS技术是将反应混合物压坯整体同时快速加热,使合成反应在整个坯体内同时发生的技术。采用这一技术已制备出的材料主要有各种金属间化合物、含有较多金属相的金属陶瓷复合材料以及具有低放热量的陶瓷复合材料。
SHS烧结块体材料SHS烧结法或称SHS自烧结法,即直接完成所需形状和尺寸的材料或物件的合成与烧结,是将粉末或压坯在真空或一定气氛中直接点燃,不加外载,凭自身反应放热进行烧结和致密化。该工艺简单,易于操作,但反应过程中不可避免会有气体溢出,难以完全致密化。即使有液相存在,空隙率也会高达7%-13%。
SHS烧结可采用以下3种方式进行:
(1)在空气中燃烧合成;
(2)将经过预先热处理的混合粉末放在真空反应器内进行合成;
(3)在充有反应气体的高压反应容器内进行合成。
SHS致密化技术前面提到普通的SHS技术适用于获得疏松多孔的材料或粉末,为了进一步提高材料的密实度,发展了多种自蔓延高温合成材料的合成与致密化同时进行的一体化技术。
常用的SHS致密化技术可归纳为3类:
液相致密化技术、SHS粉末烧结致密化技术、SHS结合压力致密化技术。
SHS焊接技术SHS焊接是利用SHS反应的放热及其产物来焊接的技术。应用燃烧合成技术,将压制成形的粉末置于被焊材料之间,利用粉末体燃烧合成的高温反应热及合成产物作为填充材料,在压力作用下实现被焊材料之间的连接。加压的目的是为了获得致密性高的焊接接头。
SHS焊接有三个过程:点火、加压、保温。
 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国