

目的
为保证相关产品生产质量,确保产品品质一致性,使电烙铁焊锡工艺达至要求,保证工序质量稳定。
相关文件1 《防静电工作指导》
2 《电烙铁检验程序》
电烙铁的构造、分类是一种电热器件,通电后产生高温,可使焊锡熔化,利用它将电子元件焊接。
电烙铁的种类很多,结构各有不同,但其内部结构都是由发热部分、储热部分和手柄三部分组成。
― 发热部分。也叫加热部分或加热器,或者称为能量转换部分,俗称烙铁芯,这部分的作用是将电能转换成热能。
― 储热部分。电烙铁的储热部分就是通常所说的烙铁头,它在得到发热部分传来的热量后,温度逐渐上升,并把热量积蓄起来。通常采用紫铜或铜合金作烙铁头。
― 手柄部分。电烙铁的手柄部分是直接同操作人员接触的部分,它应便于操作人员灵活舒适地操作。手柄一般由木料、胶木或耐高温塑料加工而成,通常做成直式和手枪式两种。
通用的电烙铁分类
按加热方式可分为外加热式和内加热式两大类。
按功率分,有20W、30W、....300W等多种。
从电烙铁的功能分,有单温式、调温式和带吸锡功能式等多种。 2.1 外热式电烙铁
2.1 外热式电烙铁
芯子(发热元件)是用电阻丝绕在以薄云母片绝缘的筒子上,烙铁头安装在芯子里面,因而称为外热式电烙铁。如我们常用的45W、60W电烙铁:
2.2 内热式电烙铁
芯子(发热元件)安装在烙铁头内,被烙铁头包起来,直接对烙铁头加热。内热式电烙铁芯子(发热元件)的镍铬丝和绝缘瓷管都比较细,因而机械强度较外热式差,不耐冲击,在使用时不要随意敲击、铲撬,更不能用钳子夹发热管子,以免发生意外。
2.3 恒温电烙铁
在内热式电烙铁的基础上增加控温电路,使电烙铁的温度在一定范围内保持恒定。
2.4 调温电烙铁
普通的内热式烙铁增加一个功率、恒温控制器(常用可控硅电路调节)。使用时可以改变供电的输入功率,可调温度范围为100~400℃。适合焊接一般小型电子元件和印制电路。 2.5 热风焊烙铁
2.5 热风焊烙铁
也叫热风枪,准确地讲它不属于电烙铁,它是使用热风作热源。烙铁工作时,发出定向热风,此时热风附近空间就升温,达到焊接目的。
 使用热风焊烙铁时,调节温度、风量到需要值,再让风口在需拆的贴片元件附近移动,当元件的锡点溶化时即可取下需拆元件,然后补焊上新元件。
使用热风焊烙铁时,调节温度、风量到需要值,再让风口在需拆的贴片元件附近移动,当元件的锡点溶化时即可取下需拆元件,然后补焊上新元件。
电烙铁的选用1 要根据焊接件的形状、大小以及焊点和元器件密度等要求来选择合适的烙铁头形状。
2 烙铁头顶端温度应根据焊锡的熔点而定。通常烙铁头的顶端温度应比焊锡熔点高30°~80°C,而且不应包括烙铁头接触焊点时下降的温度。
3 所选电烙铁的热容量和烙铁头的温度恢复时间应能满足被焊工件的热要求。
4 根据元件特点及公司现有电烙铁状况,在实际使用过程中应依工序要求选用合适的电烙铁:
― 普通无特殊要求工序(如执锡、焊接普通元器件等),一般情况下选用40~60W的电烙铁;
― 特殊敏感工序(如SMT元件焊接、集成电路焊接等),选用55W恒温电烙铁;
― 需指定焊接温度的(如MIC焊接等),选用调温电烙铁;
― 热风焊烙铁(热风枪)用于贴片集成块的拆焊;
操作过程焊接操作姿势1.1 操作姿势。手工操作时,应注意保持正确的姿势,有利于健康和安全。
正确的操作姿势是: 挺胸端正直坐,不要弯腰,鼻尖至烙铁头尖端
至少应保持20cm以上的距离,通常以40cm时为宜。
1.2 电烙铁的握法。
一般握电烙铁的姿势如图示,像握钢笔那样,与焊接面约为45°。 1.3 焊锡丝。
1.3 焊锡丝。
― 常用的焊锡线是一种包有助焊剂的焊锡丝,它有直径0.8mm、1.0mm、1.2mm等粗细多种规格,可酌情使用;
― 助焊剂,起清除被焊接金属表面的杂质,防止氧化,增加焊锡的浸润作用,提高焊接的可靠性;2
焊接手工焊接作为一种操作技术,进行五工步施焊法训练,对于快速掌握焊接技术是非常有成效的。
五工步施焊法也叫五步操作法,它是掌握手工焊接的基本方法。
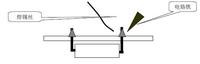
2.1 准备。
准备好被焊工件,电烙铁加温到工作温度,烙铁头保持干净并吃好锡,一手握好电烙铁,一手抓好焊锡丝,电烙铁与焊锡丝分居于被焊工件两侧。
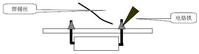
 2.2 加热。
2.2 加热。
烙铁头接触被焊工件,包括工件端子和焊盘在内的整个焊件全体
要均匀受热,不要施加压力或随意拖动烙铁,时间大概为1~2秒
为宜。
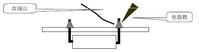
 2.3 加焊锡丝。
2.3 加焊锡丝。
当工件被焊部位升温到焊接温度时,送上焊锡丝并与工件焊点部位接触,熔化并润湿焊点。焊锡应从电烙铁对面接触焊件。送锡量要适量,一般以有均匀、薄薄的一层焊锡,能全面润湿整个焊点为佳。合格的焊点外形应呈圆锥状,没有拖尾,表面微凹,且有金属光泽,从焊点上面能隐隐约约分辨出引线轮廓。如果焊锡堆积过多,内部就可能掩盖着某种缺陷隐患,而且焊点的强度也不一定高;但焊锡如果填充得太少,就不能完全润湿整个焊点。
 2.4 移去焊锡丝。
2.4 移去焊锡丝。
熔入适量焊锡(这时被焊件己充分吸收焊锡并形成一层薄薄的焊料层)后,迅速移去焊锡丝。 6.2.5 移去电烙铁。
6.2.5 移去电烙铁。
移去焊锡丝后,在助焊剂(锡丝内含有)还未挥发完之前,迅速移去电烙铁,否则将留下不良焊点。电烙铁撤离方向与焊锡留存量有关,一般以与轴向成45°的方向撤离。撤离电烙铁时,应往回收,回收动作要迅速、熟练,以免形成拉尖;收电烙铁的用时,应轻轻旋转一下,这样可以吸除多余的焊料。以上从放电烙铁到焊件上至移去电烙铁,整个过程以2~3秒为宜。时间太短,焊接不牢靠;时间太长容易损坏元件。

焊接注意问题3.1 焊锡不能太多,能浸透接线头即可。一个焊点一次成功,如果需要补焊时,一定要待两次焊锡一起熔化后方可移开烙铁头。如焊点焊得不光洁,可加焊锡线补焊,直至满意为止。
3.2 焊锡冷却过程中不能晃动焊件,否则容易造成虚焊。3
手工焊接技术要领4.1 焊件表面须干净和保持烙铁头清洁。
4.2 焊锡量要合适,不要用过量的焊剂。
 过量的焊剂不仅增加了焊后清洗的工作量,延长了工作时间,而且当加热不足时,会造成“夹渣”现象。合适的焊剂是熔化时仅能浸湿将要形成的焊点,不要流到元件面或插孔里。
过量的焊剂不仅增加了焊后清洗的工作量,延长了工作时间,而且当加热不足时,会造成“夹渣”现象。合适的焊剂是熔化时仅能浸湿将要形成的焊点,不要流到元件面或插孔里。
4.3 采用正确的加热方法和合适的加热时间。
加热时要靠增加接触面积加快传热,不要用烙铁对焊件加力,因为这样不但加速了烙铁头的损耗,还会对元器件造成损坏或产生不易察觉的隐患。所以要让烙铁头与焊件形成面接触而不是点或线接触,还应让焊件上需要焊锡浸润的部分受热均匀。加热时还应根据操作要求选择合适的加热时间,整个过程以2~3秒为宜。加热时间太长,温度太高容易使元器件损坏,焊点发白,甚至造成印刷线路板上铜箔脱落;而加热时间太短,则焊锡流动性差,很容易凝固,使焊点成"豆腐渣"状。
4.5 焊件要固定
在焊锡凝固之前不要使焊件移动或振动,否则会造成"冷焊",使焊点内部结构疏松,强度降低,导电性差。
4.6 烙铁撤离有讲究,不要用烙铁头作为运载焊料的工具。
烙铁撤离要及时,而且撤离时的角度和方向对焊点的形成有一定的关系,一般烙铁轴向45°撒离为宜。
因为烙铁头温度一般都在300多°C,焊锡丝中的助焊剂在高温下容易分解失效,所以用烙铁头作为运载焊料的工具,很容易造成焊料的氧化,焊剂的挥发;在调试或维修工作中,不得己用烙铁头沾焊锡焊接时,动作要迅速敏捷,防止氧化造成劣质焊点。1
注意事项1 一般电烙铁的工作电压是220V,使用时一定要注意安全,经常检查电烙铁的电源线有否损坏,如有损坏应及时更换或用绝缘胶布包好损伤处;
2 电烙铁需安装接地线配三芯插头,使其外壳良好接地,确保安全;
3 定期检测电烙铁温度及接地线应达至要求;
4 发现烙铁柄松动要及时拧紧,否则容易把电源线与烙铁芯的引出线柱之间的连接线头绞断,发生脱落或短路;发现烙铁头松动要及时紧固;不准甩动使用中的电烙铁,以免焊锡溅出伤人;
5 更换烙铁芯时,要注意电烙铁内部的三根线,其中一根是接地线,该接地线是与三芯插头及外壳相连的,不可接错;长时间不使用电烙铁,应取下电源插头,而切断电源;
6 新电烙铁初次使用或新更换烙铁头时,应先在电烙铁头上搪上一层锡;电烙铁使用一段时间后,应取下烙铁头,去掉烙铁头与传热筒接触部分的氧化层,再将烙铁头装上,避免时间长取不下烙铁头,防止烙铁头卡死在壳体内;
7 烙铁头应经常保持清洁,使用时应在石棉毡等织物上擦几下,以除去氧化层或污物,否则影响焊接,且石棉毡等应保持湿润。3
 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国