

过程
包括初期成型压力较小时,粉体颗粒迁移和重堆积阶段;中期压力提高,粉体局部流动和碎化阶段;后期压力最大时,粉体体积压缩,排出气孔,达到致密化阶段。
特点等静压成型时液体介质传递的压力在各个方向上是相等的。弹性模具在受到液体介质压力时产生的变形传递到模具中的粉料,粉料与模具壁的摩擦力小,坯体受力均匀,密度分布均一,产品性能有很大提高。
分类湿式等静压将预压好的坯料包封在弹性的塑料或橡胶模具内,密封后放入高压缸内,通过液体传递使坯体受压成型。
干式等静压将弹性模具半固定,不浸泡在液体介质中,而是通过上下活塞密封。压力泵将液体介质注入到高压缸和加压橡皮之间,通过液体和 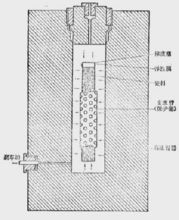 加压橡皮将压力传递使坯体受压成型。
加压橡皮将压力传递使坯体受压成型。
广义的等静压成型还分为冷等静压和热等静压冷等静压是在常温下对工件进行成型的等静压法。热等静压是在指在高温高压下对工件进行等压成型烧结一种特殊烧结方法。热等静压主要应用于高性能的粉末材料制品的成型,如粉末冶金高温合金、粉末冶金高速钢、陶瓷材料等的工业生产。
工艺1. 粉体预处理,对瘠性粉料等静压成型工艺也需要对粉体进行预处理,通过造粒工艺提高粉体的流动性,加入粘结剂和润滑剂减少粉体内摩擦力,提高黏结强度,使之适应成型工艺需要。
2. 成型工艺,包括装料、加压、保压、卸压等过程。装料应尽量使粉料在模具中装填均匀,避免存在气孔;加压时应求平稳,加压速度适当;针对不同的粉体和坯体形状,选择合适的加压压力和保压时间;同时选择合适的卸压速度。
3. 成型模具,等静压对成型模具有特殊的要求,包括有足够的弹性和保形能力;有较高的抗张抗裂强度和耐磨强度;有较好的耐腐蚀性能,不与介质发生化学反应;脱模性能好;价格低廉,使用寿命长。一般湿式等静压多使用橡胶类模具,干式等静压模具多使用聚氨酯、聚氯乙烯等材料。
设备常用的冷等静压机的工作压力可高达6500 。按照容器密封结构不同,冷等静压机可分为螺纹式和框架式两类。螺纹式冷等静压机结构简单,但操作劳动强度大,使用过程螺纹磨损严重,通常是容器(缸体)小的等静压机;框架式冷等静压机,设备虽然复杂,但安全可靠,操作简便,通常是容器(缸体)较大的压机。
。按照容器密封结构不同,冷等静压机可分为螺纹式和框架式两类。螺纹式冷等静压机结构简单,但操作劳动强度大,使用过程螺纹磨损严重,通常是容器(缸体)小的等静压机;框架式冷等静压机,设备虽然复杂,但安全可靠,操作简便,通常是容器(缸体)较大的压机。
热等静压设备通常由装有加热炉体的高压容器、高压气体介质输送、电气、测温和冷却等系统组成。直到70年代末,虽然最大的热等静压机的缸体尺寸为直径3050mm,长度9150mm;最高气体压力为10500 ;最高加热温度为2700℃。但工业生产用的热等静压机一般压力为1500~2000
;最高加热温度为2700℃。但工业生产用的热等静压机一般压力为1500~2000 ,温度为1500℃。采用热等静压固结粉末时,将粉末预成型制成坯料或通过振动将粉末直接装入硬质包套中。包套封焊前需在室温或加温抽真空过程中封焊。封焊后的包套放入高压容器。然后,可先打入气体(低于最终气压),再进行升温,由于气体的加热膨胀最终达到所规定的气体压力;也可同时升温和加压。热等静压工艺中,包套的抽空和密封对产品质量有明显的影响,是热等静压工艺的关键之一。包套一般采用金属(软钢、不锈钢、钛等)或陶瓷材料制成。最早采用的是金属包套,适于生产简单形状的制品;陶瓷包套性脆、不致密,需放在金属套中,两层包套之间的间隙用传压介质(陶瓷粉末)填充,陶瓷包套材料适用于形状复杂和尺寸精密的制品。
,温度为1500℃。采用热等静压固结粉末时,将粉末预成型制成坯料或通过振动将粉末直接装入硬质包套中。包套封焊前需在室温或加温抽真空过程中封焊。封焊后的包套放入高压容器。然后,可先打入气体(低于最终气压),再进行升温,由于气体的加热膨胀最终达到所规定的气体压力;也可同时升温和加压。热等静压工艺中,包套的抽空和密封对产品质量有明显的影响,是热等静压工艺的关键之一。包套一般采用金属(软钢、不锈钢、钛等)或陶瓷材料制成。最早采用的是金属包套,适于生产简单形状的制品;陶瓷包套性脆、不致密,需放在金属套中,两层包套之间的间隙用传压介质(陶瓷粉末)填充,陶瓷包套材料适用于形状复杂和尺寸精密的制品。
模具等静压成型工艺中,粉料特性、粉料在模具中充填密度以及模具的结构等对成型坯体性能有很大影响,而等静压成型模具的结构设计至关重要。在等静压成型工艺的具体实施中,又分为直接等静压成型和模压一等静压结合成型工艺,而直接等静压成型工艺根据施压方向的不同又分为内压法和外压法。这几种不同的方式对应的成型模具和包套的设计也各有特点。
直接等静压成型是将粉料直接填充并密封于模具型腔中,然后直接置于液体介质中加压成型;而模压一等静压结合成型工艺是预先通过刚性模具成型出毛坯,然后再将毛坯密封在塑性包套中进行等静压。直接等静压成型工艺中的内压法和外压法主要针对中空管状坯体的成型。
片状陶瓷坯体成型工艺模具和包套设计
片状陶瓷坯体的成型可以采用直接等静压成型和模压一等静压成型工艺。国内外的研究报道多采用后者。模压预成型工序压制压力一般很小,仅要求成型,并保证坯体有一定强度,以确保压坯在后续等静压工序中不碎裂、掉渣等。然后将毛坯片叠加在一起,中间用塑性垫片隔开,然后置于胶套中进行等静压,中间垫片也可以采用硬铝或清洁纸一类的材料,但是不建议使用金属垫片,因为影响坯体纵向收缩。
中空管状或筒状坯体成型工艺
由于等静压成型坯体密度均匀一致,因此特别适合成型长径比较大的实心或中空管状或筒状坯体。成形大型中空管状或筒状坯体时,建议金属芯柱设计为中空,以减轻模具重量,便于模具搬运和脱模等操作。
缺陷“象足”是等静压成型中的常见缺陷,顾名思义,是由于成型坯体中间细两端相对粗,外形酷似大象的脚,因此称为“象足”。“象足”在成型长径比大的细长管状或棒状制品时更突出。虽然可以通过修坯工艺消除象足影响,但是由于象足的根本原因是成型坯体不同部位收缩率不同导致坯体密度不均匀所致,即使修坯消除了外形尺寸上的差异,但是其缺陷最终可能在烧成阶段显现,因此解决象足问题还需要从根本上解决坯体密度不均匀问题。而且象足有可能导致成型坯体脱模过程中发生断裂等现1象。
应用等静压工艺制品具有组织结构均匀,密度高,烧结收缩率小,模具成本低,生产效率高,可成型形状复杂、细长制品和大尺寸制品和精密尺寸制品等突出优点,是目前一种较先进的成型工艺,以其独特的优势开始替代传统的成型方法,如陶瓷生产的火花塞、瓷球、柱塞、真空管壳等产品,显示出越来越广阔的应用前景。
 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国