

简述
摩擦压砖机是通过摩擦轮带动冲头完成压制作业的设备。在陶瓷厂和耐火材料厂得到广泛应用。
摩擦压砖机构造简单、制造成本低、易于操作、维修简便、压出的砖坯质量较好。但由于冲模的行程较小、吨位较小、操作也不够安全,因此不少厂对此种压砖机进行改造,其改造的途径主要是采用新的、高冲程的摩擦压砖机,这类高冲程摩擦压砖机的原理和普通摩擦压砖机一样,构造也基本相似。1
安装摩擦压砖机时应注意导轨位置的准确性,如果导轨位置不准确,滑块运行受到很大的阻力,以致损坏其它机件。压机安装完毕后必须用煤油、棉纱洗净防锈油,细心擦净丝杠、滑块、导轨上的污物,并涂上润滑油。接电源前应详细检查电气系统是否完好,电机有无受潮。接电源后必须开空车检查各部分是否运转良好,才可开始工作。
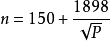
工作原理摩擦压砖机的工作原理如图1所示。在横轴上装有两个摩擦盘,它们转向相同,转速相等。两摩擦盘之间有一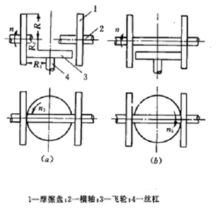 飞轮(摩擦轮),它水平安装在丝杠的顶端。当丝杠系统操纵横轴移动时,会出现两摩擦盘均不与飞轮接触或仅有一盘与飞轮接触的情况。前者飞轮不转动;后者,当左摩擦盘压向飞轮时,飞轮作逆时针转动;当右摩擦盘压向飞轮时,飞轮作顺时针转动。由于飞轮转向不同,飞轮带动丝杠在大螺母中运动的方向也不相同。在丝杠的下部装有滑块与冲头,冲头向上移动可完成顶出制品和加料的工作;当冲头向下移动时,则完成压制工作。
飞轮(摩擦轮),它水平安装在丝杠的顶端。当丝杠系统操纵横轴移动时,会出现两摩擦盘均不与飞轮接触或仅有一盘与飞轮接触的情况。前者飞轮不转动;后者,当左摩擦盘压向飞轮时,飞轮作逆时针转动;当右摩擦盘压向飞轮时,飞轮作顺时针转动。由于飞轮转向不同,飞轮带动丝杠在大螺母中运动的方向也不相同。在丝杠的下部装有滑块与冲头,冲头向上移动可完成顶出制品和加料的工作;当冲头向下移动时,则完成压制工作。
摩擦盘的转向和转速是不变的。由于飞轮与摩擦盘的接触位置改变,所以飞轮的回转速度和冲头上下移动的速度也发生改变。
冲头在作向下运动时,下移速度越来越快,压制的冲击力增大,由此压出的制品比较紧密,并且具有完整的外形;冲头在作向上运动时,上移速度越来越慢,这有利于排出被压缩的气体,不致产生压制缺陷。1
构造摩擦压砖机的种类很多,构造方面也有区别。普通摩擦压砖机由电动机通过三角皮带、皮带轮、摩擦盘带动飞轮回转,并使丝杠作回转和上下移动。丝杠的下端与滑块相连,并在滑块内作自由转动。丝杠转动时,带动滑块沿机身两侧的导轨作上下移动,完成压砖和出砖的动作。由人工掌握操纵杆,通过杠杆机构将力传递到拨杈,迫使横轴连同摩擦盘一起向左或向右移动,以改变飞轮的回转方向。
出砖机构的作用是将已压制好的砖坯推出砖模。它由连杆、托架、顶砖杆等组成。两根连杆的上端连在滑块上,其下端紧固在顶砖托架上,连杆自由地穿过压砖机底座上的孔。在底座内设有导筒,上粗下细的顶砖杆装入导筒内。顶砖杆的下方正对着顶砖托架上的通孔,在通孔上设有手动或气动、液动的盖板。当不需要出砖时,托架上的通孔未被盖板盖住,顶砖杆可以自由通过此通孔,此时顶砖杆在导筒内的相对位置不变,砖坯不致被顶出。当需要出砖时,通过操纵机构(或人工)将盖板转至托架的通孔位置盖好,当滑块通过连杆带动顶砖托架上升到一定位置时,由托架上的盖板推动顶砖杆向上移动,顶砖杆经底模板将压制好的砖坯顶出砖模。1
设计计算1.公称压力
公称压力是摩擦压砖机性能和设计的主要参数。各零部件在公称压力作用下除必须有足够的强度和刚度外,还必须有一定的安全度。摩擦压砖机的实际压力不等于其公称压力,因为实际压力的大小取决于操作方法、砖坯的变形量及机架等受力部件的刚性等。设计最大打击力一般为公称压力的两倍,实际测定,生产中压机的最大打击力有时超过公称压力的两倍,因此设计时应考虑足够的安全系数。当然,在操作过程中应极力避免过大打击力,以免机器损坏。
2.确定摩擦轮半径
摩擦轮的半径主要决定于滑块行程及横轴的直径。可按下式初步计算:

式中R——摩擦轮半径,cm;
 ——飞轮处于最高位置时飞轮轮缘距摩擦轮中心的距离,cm。
——飞轮处于最高位置时飞轮轮缘距摩擦轮中心的距离,cm。
3.摩擦轮转速
摩擦轮的转速可按下式初选,然后按电动机及传动系统计算出实际转速:
式中,n——摩擦轮的转速,r/min。
4.飞轮直径
飞轮的直径愈大,摩擦压砖机的能量及压制力也愈大,飞轮的直径可按下式初选:

式中D——飞轮直径,cm。
5.冲击能量
摩擦压砖机工作时产生强烈的冲击压力,使物料受压,所产生的冲击能量由以下3部分组成:
(1)飞轮和丝杠的旋转运动所产生的动能 (N·m),见下式:
(N·m),见下式:

式中 ——飞轮和丝杠的转动惯量之和,kg·m²;
——飞轮和丝杠的转动惯量之和,kg·m²;
 ——飞轮最大的角速度,1/s。
——飞轮最大的角速度,1/s。
(2)各运动部件向下做直线运动所产生的动能 (N·m),见下式:
(N·m),见下式:

式中G——向下做直线运动的飞轮、丝杠、滑块及冲头等部件的总重力,N;
g——重力加速度,g=9.8 m/s²;
v——丝杠向下运动时的线速度,m/s。
(3)压制开始到压制终了,飞轮、丝杠、滑块及冲头等部件沉降时的势能 (N·m)见下式:
(N·m)见下式:

式中G——向下运动各部件的总重力,N;
 ——压制时泥料下沉深度,m。2
——压制时泥料下沉深度,m。2
 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国