

基本原理
涡流检测是建立在电磁感应原理基础之上的一种无损检测方法,它适用于导电材料。当把一块导体置于交变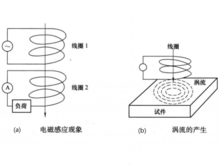 磁场之中,在导体中就有感应电流存在,即产生涡流。由于导体自身各种因素(如电导率、磁导率、形状、尺寸和缺陷等)的变化,会导致涡流的变化,利用这种现象判定导体性质、状态的检测方法,称为涡流检测。
磁场之中,在导体中就有感应电流存在,即产生涡流。由于导体自身各种因素(如电导率、磁导率、形状、尺寸和缺陷等)的变化,会导致涡流的变化,利用这种现象判定导体性质、状态的检测方法,称为涡流检测。
电磁感应现象和涡流的产生分别如图1所示。在图1-(a)中,使线圈1和线圈2靠近,在线圈1中通过交流电,在线圈2中就会有感应产生交流电。如果使用金属板代替线圈2,同样也可以使金属板导体产生交流电,如图1-(b)所示。这种由交流磁场感生出来的电流就称为涡流。2
方法在图1-(b)中,试件中的涡流方向与给试件施加交流磁场线圈的电流相反。涡流所产生的交流磁场也产生交变磁力线,它通过激励线圈时又感生出反作用电流。如果工件中涡流变化,这个反作用电流也变化。测定它的变化,就可以测得涡流的变化,从而得到试件的信息。涡流的分布及其电流大小由线圈的形状和尺寸,试验频率,导体的电导率、磁导率、形状和尺寸、导体与线圈间的距离以及导体表面的缺陷所决定的。因此,根据检测到的试件中的涡流,就可以取得关于试件材质、缺陷和形状尺寸等信息。
由于激励电流和反作用电流的相位会出现一定差异,这个相位差随着试件的性质而改变,因此,常通过测量相位的变化来检测试件的有关信息,它的变化与线圈阻抗的变化密切相关,大多数的涡流检测仪器都以阻抗分析法为基础,来鉴别各种引起涡流变化的因素。
由于涡流具有趋肤效应,因此涡流检测只能检测表面和近表面的缺陷。
由于试件形状的不同、检测部位的不同,所以检测线圈的形状与接近试件的方式也不尽相同。为了适应各种检测的需要,人们设计了各种各样的检测线圈和涡流检测仪器。2
显示方式涡流检测的显示方式与用途关系很大,一般小型便携式仪器(如裂纹检测仪、测厚仪等)多采用表头显示方式。在冶金企业中使用的在线涡流检测设备大多采用示波器、记录仪加声及光报警等多种显示方式。示波器又有时基式、椭圆式和矢量光点式几种,这些显示一般在现场用样件调试设备时使用。其中矢量光点式更多的用于科研及在役设备的检测,以便利用阻抗变化判断大小和深浅;记录仪则可以对样件或可疑件留下永久性的显示,以便记录存档;而声光报警则往往是和自动分选配合使用,以便提醒操作人员注意。2
特点涡流检测的优点:
①检测线圈不需要接触工件,也不需要耦合剂,对管、棒、线材的检测易于实现高速、高效率的自动化检测;也可在高温下进行检测,或对工件的狭窄区域及深孔壁等探头可到达的深远处进行检测。
②对工件表面及近表面的缺陷有很高的检测灵敏度。
③采用不同的信号处理电路,抑制干扰,提取不同的涡流影响因素,涡流检测可用于电导率测量、膜层厚度测量及金属薄板厚度测量。
④由于检测信号是电信号,所以可对检测结果进行数字化处理,然后存储、再现及数据处理和比较。
涡流检测的局限性:
①只适用于检测导电金属材料或能感生涡流的非金属材料。
②由于涡流渗透效应的影响,只适用于检查金属表面及近表面缺陷,不能检查金属材料深层的内部缺陷。
③涡流效应的影响因素多,对缺陷定性和定量还比较困难。
④针对不同工件采用不同检测线圈检查时各有不足。3
应用范围因为涡流检测是以电磁感应为基础的检测方法,所谓电磁感应现象就是随时间变化的磁场产生电场的现象,当穿过闭合导体回路中的磁通量发生变化时,回路中将产生感应电动势及感应电流。因此从原则上说,所有与电磁感应有关的影响因素,都可以作为涡流检测方法的检测对象。下面所列出的就是影响电磁感应的因素及可能作为涡流检测的应用对象。
1)不连续性缺陷:裂纹、夹杂物及不均匀等。
2)电导率:化学成分、硬度、应力、温度及热处理状态等。
3)磁导率:铁磁性材料的热处理、化学成分、应力及温度等。
4)试件的几何尺寸:形状、大小及膜厚等。
5)被检件与检测线圈的距离(提离间隙)、覆盖层厚度等。2
 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国