

介绍
采用激冷方法使某些部分的碳保持化合碳的形式而形成白口或麻口的特种铸铁。被激冷的工件表面要求高硬度、高耐磨性。它常采用金属型铸造,使其冷却较快,得到一定深度的白口层。其余部分用砂型铸造,冷却较慢(包括用金属型铸造的内层),得到麻口层和灰口组织。它常用作耐磨零件如轧辊、车轮和破碎机零件等。冷却速度、化学成分、工艺因素等对于白口层和麻口层的深度和硬度以及铸铁件质量和耐磨性有很大影响。
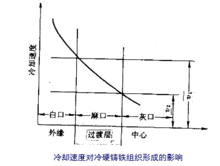
冷却速度冷却速度对铸铁组织有直接的影响,同一成分的铁水,当快速冷却时可以得到白口组织;当缓慢冷却时却能得到灰口组织;;当冷却速度介于二者之间时,则形成既有渗碳体又有游离石墨的麻口组织,冷硬铸铁就是根据这一基本原理制得的。如图表示冷却速度对冷硬铸铁组织形成的影响。下图中v1表示获得白口层所需的最小冷却速度。v2表示保证中心灰口区的最大冷却速度。通常采用金属型来控制其冷却速度,与金属型接触的铸件表面形成白口组织。远离接触面的心部形成灰口,白口与灰口之间为过渡区,即为麻口组织。白口区的大小决定铸件的耐磨性,白口区越大,耐磨性越高。而白口区深度与白口区加上麻口区的总深度之比,称为相对深度。相对深度一般为0.25~0.45。相对深度的大小影响冷硬铸铁的强度。在同样的白口深度条件下,相对深度越大,则麻口区越小,与其相应冷硬铸铁的强度也越高,故要求麻口区越小越好。
通常采用激冷铸型来改变传热条件而影响铸件的冷却速度。铸型传热越快,白口深度就越大。而铸型的传热条件与铸型厚度、铸件接触时间和涂料层厚度有关。在一定范围内,铸型壁厚越大,白口深度也越大;但超过一定范围之后,增加型壁厚度,由于铸型积蓄的热量使铸件产生“自行退火”,反而使白口深度减少。某厂经验认为,轧辊金属型壁厚S可按下列式子求得,S=(0.15R+100)mm。式中R为轧辊直径(mm)。铸件与铸型接触时间越长,则白口深度越大。如果铸件与铸型中间形成空隙,降低散热速度,白口层就会减少。所以铸件下部、水平部分要比垂直、上部水平部分的激冷效果好,白口层深度就大。光滑的铸型激冷比粗糙铸型的激冷效果好。铸型上涂料和预热也有一定的影响,涂料越厚,预热温度越高,则白口深度越小。一般涂料厚度为0.15~0.35mm,铸型的预热温度为70~120℃。
化学成分合金元素对铸铁白口层深度的影响主要取决于它们对石墨化的影响。凡是促进石墨化的元素,都减少白口深度。凡是阻碍石墨化的元素,都增大白口深度。
其影响大小排列如下:

各元素对麻口层厚度的影响也不同,碲、碳、硫、磷减少麻口层厚度,铬、铝、锰、钼、钒增大麻口厚度。由于各元素的作用不同,能增大白口深度的元素,不一定能增加白口层的硬度。各元素对白口层硬度的影响如下:

各元素对白口层硬度的提高是由于不同的原因,如碳是靠碳化物数量的增加;磷是靠形成磷共晶;镍、锰、铬等是由于组织细化,提高白口铁中珠光体的弥散度,以及形成高硬度的马氏体-碳化物组织;钒靠形成特殊的碳化物;硅、铝是由于强化了基体。在生产中,控制白口深度主要靠硅和碲来调整,控制白口层硬度靠碳和合金化。20世纪70年代以来对轧辊的力学性能要求越来越高,除了要有表面硬度外,还要有足够的心部强度和韧性。中国大量采用了冷硬球墨铸铁轧辊,国际上采用镍硬铸铁和高铬铸铁轧辊,使冷硬铸铁件的生产有了新的发展。
工艺因素主要包括铁水温度、过热时间、浇注温度、孕育处理和炉料状况等。提高铁水过热度和增加过热时间,会减少结晶核心,因而增加白口深度。孕育处理会增加石墨核心,减少白口深度。降低浇注温度会减少白口深度。炉料中增加白口铁的回炉料或增加废钢,白口深度将要增大。为了得到合格的白口深度,首先要控制铁水的碳当量,碳当量为4.25%~4.35%时,可得到白口深度为5~9mm。铁水出炉温度在1370~1390℃较合适。有时铁水碳当量合适,但铁水温度过高或过低,也会造成铸件白口深度过大或偏小。为了有效地控制白口深度和增加灰口部分的强度,可进行炉前孕育处理。2
冷硬铸铁轧辊辊身在激冷铸型中凝固的铸铁轧辊。在凝固过程中紧贴铸型的辊身外层铸铁由于铸型的激冷作用按亚稳定系凝固成白口组织,称白口层。辊身芯部和在砂型中凝固的辊颈铸铁,由于冷却速度减慢,按稳定系凝固成灰口组织,称灰口层。冷硬轧辊白口层组织主要由渗碳体、基体和磷共晶组成。按白口层基体组织的类型冷硬铸铁轧辊可分为普通、低合金、中合金和高合金4类,它们的基体组织分别以粗片状珠光体、细片状珠光体、贝氏体以及马氏体为主。
冷硬铸铁轧辊的化学成分一般控制在亚共晶铸铁范围,合金元素对轧辊的组织和性能有明显的影响。碳在白口层中全部呈化合态,提高碳含量后渗碳体量增加,白口层硬度上升,耐磨性改善,但耐热疲劳性恶化。提高碳含量还导致整体浇铸轧辊辊颈和芯部强度和韧性下降。为保证这类轧辊辊颈性能,碳一般控制在2.8%~3.2%左右。为提高耐磨性,只有轧制负荷较小的轧机才选用含碳量为3.3%~3.6%的冷硬铸铁轧辊。硅是促进石墨化和影响白口层深度的重要元素。硅含量过低时轧辊辊颈和芯部石墨状态恶化并易产生缩孔。硅含量过高时在白口层中部分碳呈石墨析出,降低耐磨性。硅含量一般控制在0.3%~0.8%范围内。锰是促进白口化的元素,与硫形成MnS。当锰含量低于MnS的平衡量时,硫显示强烈的白口化倾向。当锰含量高时,则锰显示其白口化作用。磷能改善铸铁的流动性,防止冷硬铸铁轧辊高温铸造裂纹时产生,一般控制在0.3%~0.5%。镍能使白口层基体组织细化和硬化,辊颈和芯部石墨细化。由于镍促进碳的石墨化,为保持白口层组织和白口深度常与铬共用。

 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国