

介绍
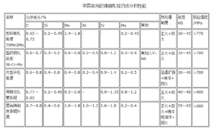
随碳含量的增加铸钢轧辊可分别为亚共析、共析或过共析组织,其硬度相应逐次提高,但韧性和抗热裂纹性明显地逐次降低。共析成分的铸钢轧辊强度和韧性的综合性能较好,在中国获得广泛的应用。合金元素可进一步改善铸钢轧辊的性能,常用的合金元素为铬、钼、镍、钒、铌等。共析成分的普通合金铸钢轧辊大多数用于轧制负荷和热负荷较大的大型初轧、开坯、粗轧机架以及钢板、冷热带钢轧机的支承辊。过共析普通合金铸钢轧辊多用于轧制负荷较小的型钢粗轧和中轧机架。中国常用的铸钢轧辊成分和性能见表。
铸钢轧辊制造成本比锻钢轧辊低廉。热处理制度相同时,铸钢轧辊的耐磨性比同成分锻钢轧辊的耐磨性好,但韧性低。用复合法铸造可显著改善铸钢支承辊芯部和辊颈强韧性。铸钢轧辊的生产包括冶炼、铸造、热处理、机械加工及检测等工序。
冶炼优质金属和非金属原料、冶炼过程的严格控制以及钢中硫、磷等有害元素、气体和夹杂的低含量是保证铸钢轧辊冶金质量的关键。轧辊铸钢通常采用碱性电弧炉冶炼。原材料条件好时也有用酸性电炉或感应电炉冶炼的。随对冶金质量的进一步提高,炉外精炼、真空处理、变质处理以及电渣技术等冶金新技术在铸钢轧辊生产中获得越来越多的应用。
碱性电弧炉炼钢按冶炼工艺分为一次冶炼工艺和二次冶炼工艺。凡是炼钢过程的基本任务均是在炉内完成的,称为一次冶炼工艺,或一次炼钢法;而炉内只完成熔化任务或少量氧化任务,其余冶炼任务在炉外精炼设施中完成的称为二次冶炼工艺或二次炼钢法。
二次冶炼工艺能够做到大幅度的高产、优质、低耗,是电炉炼钢的发展方向,但需要增加设备;而一次冶炼工艺是当前电炉炼钢中广为采用的一种工艺,它又分为氧化法、不氧化法和返回吹氧法。
1.氧化法
氧化法冶炼过程中既有氧化期,又有还原期。因氧化法原料来源广泛,是电弧炉常用的生产方法。
2.不氧化法
不氧化法是指用返回废钢作炉料,冶炼过程中没有氧化期,主要过程是重熔,炉料熔清后经过还原、调整成分和温度后即可出钢。因无氧化期,不氧化法对原料的成分、清洁干燥、含磷量等要求甚严,但却能充分地回收原料中的合金元素。
3.返回吹氧法
返回吹氧法以返回废钢作炉料,为了提高钢的质量,需吹氧脱碳,强化熔池沸腾、升温、去气、去夹杂并保证对大量合金元素的回收。它与氧化法的最大不同在于,氧化法的金属炉料为普通碳素废钢,而返回吹氧法的金属料是返回废钢,含有较多的合金元素,因此,原料来源受到限制。
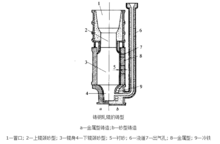
铸造静止(常规法)铸造的铸钢轧辊广泛使用组合式立浇的铸型(见下图)。辊身部分用金属型或衬砂(10~30mm)金属型。用金属型浇注的铸钢轧辊外层组织细密。金属型内表面涂以耐火涂料,辊颈和冒口铸型部分采用高强度干砂型。轧辊的传动端置于下砂型部分。带槽铸钢轧辊还常采用沿纵向分型的铸型浇注。目前多数大型铸钢轧辊通过切线浇口底注法铸造。浇注时钢水在铸型中旋转上升,使夹杂物集中到轧辊芯部并排除到冒口顶部。顺序凝固是保证轧辊芯部和辊颈无缩孔和疏松的必要条件。为此,保温冒口和电弧加热冒口技术已广泛用于铸钢轧辊制造。顶注法浇注轧辊时,用浸入式的浇注管和保护渣来保证轧辊表面质量。顶注法有利于顺序凝固和提高铸造收得率。
冲洗法、液面恒定底漏法是当前复合铸钢广为应用的铸造法。20世纪80年代中期,联邦德国掌握了用立式离心技术生产复合铸钢支承辊技术。1
热处理铸钢轧辊经过相应的热处理,可以达到调整轧辊外层和芯部及辊颈的组织、硬度、强度、韧性以及改善残余应力分布的目的。常用的热处理制度包括:退火,扩散退火,球化退火,淬火,正火和回火。热处理制度的选择随轧辊要求而异。采用特殊工艺处理型钢轧辊,来控制其轧槽表面的残余应力,可延缓热裂纹生成和扩展,从而减少断辊率。2
加工和检验为保证轧辊质量满足要求,轧辊在制造及使用中常进行多种检验,主要包括:轧辊外形检验,化学成分检验,常温及高温力学性能检验,热物理性能检验,金相检验,残余应力检验和无损探伤等。
轧辊外形检验 包括加工尺寸检验和外观质量检验。成品轧辊各部位的加工尺寸偏差应符合图纸要求。外观质量主要指辊身工作面上一般不允许有肉眼可见的裂纹、砂眼、气孔和夹渣等缺陷,表面粗糙度应符合图纸要求。轧辊外形检验是轧辊常规检验项目之一。
化学成分检验 主要采用化学分析法和光谱分析法进行。传统化学分析法使用分析天平、量瓶、试管和滴定管等来完成。可对包括气体、夹杂物在内的各种元素进行分析。特点是分析结果准确可靠,但耗时长,故常用此法分析标样和裁定争议。直读式光谱仪分析法能精确测定除气体外的常规所需的所有元素,但对含游离石墨的轧辊材料应将其分析试样制成白口材料。直读式光谱分析受到取样技术、标准化程序及质量、工作条件和光谱仪的设计等因素的影响,而传统化学分析对这些外界因素的影响不敏感,因此它可用作判定光谱分析精度的标准。化学成分检验是判定轧辊材质优劣的主要判据之一,每支成品轧辊均应附有化学成分分析单。
力学性能检验 分为常温和高温力学性能检验,检验项目包括:硬度、强韧性,耐磨性,高温硬度,热疲劳和高温强韧性。其中轧辊硬度和抗拉强度是轧辊的常规检验项目。
轧辊的强韧性检验可由多种试验方法来完成,它包括拉伸试验、压缩试验、弯曲试验、冲击试验、疲劳试验和断裂韧性试验。拉伸试验是最常用的试验方法,成品轧辊要求从下辊颈取样,其抗拉强度值作为轧辊出厂时的判定指标之一。
耐磨性检验是衡量轧辊材料优劣的重要检验之一。由于试验室内进行的磨损试验很难重现轧辊的工作条件,故通常是在轧辊实际使用后测量轧辊的外形轮廓来判定轧辊耐磨性的好坏。试验室内的磨损试验对评估轧辊材料耐磨性的分级是有价值的。
因为多数轧辊是在高温下使用的,故常在试验室内模拟轧辊的实际使用温度对轧辊材料进行高温硬度、热疲劳性和高温强韧性检验。
热物理性能检验 包括热扩散性、比热容、热传导性和热膨胀性检验,它是轧辊的非常规检验项目,其目的是为提高轧辊质量及合理使用轧辊。
金相检验 是指通过肉眼、低倍放大、光学或电子显微镜、衍射或X射线等手段观察和确定轧辊材料的结构和组织。因为轧辊材料的显微组织和结构影响到其使用性能,所以金相检验作为一种判定轧辊性能和轧辊质量的方法以及索赔调查的失效分析方法之一。金相检验包括断口组织和表面组织的显微观察。断口检验能够把断口的组织结构特点和引起断裂的过程建立起一定关系。表面组织检验是将材料表面研磨抛光后,进行石墨、碳化物、夹杂物的数量、形态和分布的测定以及基体组织类型、残余奥氏体数量、晶粒度等内容的测定。
由于轧辊材料硬度高,不易切割,从轧辊实物上取金相试片成本较高,操作时常采用便携式金相显微镜架在轧辊实物上进行金相检验,但其放大倍数受限。
残余应力检验 轧辊内部残余应力的分布状态和大小严重影响轧辊的使用寿命,因而残余应力检验越来越受到人们的重视。轧辊的残余应力常采用3种试验方法测量,即机械方法、X射线衍射法和磁致弹性法。机械方法具有损坏性,它是通过测量辊身切片或镗孔时所释放出的应变来完成的。X射线衍射法是一种无损检验方法,它通过测量晶格间距的变化,按照衍射原理计算出应力,这种方法限于测量锻钢轧辊的残余应力。磁致弹性法是根据磁致弹性的相互反应原理,采用传感器检测磁噪声的幅度,并以磁致弹性系数来表达。被检测轧辊的表面必须干净,无锈无油,不能过分粗糙。磁致弹性法是一种相对新的残余应力无损检验方法。
 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国