

电磁搅拌发展历程
电磁搅拌,简称EMS。是由瑞典ASEA公司首先提出的,1932年Dreyfus博士从法拉第的电磁感应原理中发现,低速移动着的感应磁场能在钢水中产生强力的搅拌作用,并与Sandvik厂合作,于1948年研制成第一台用于电弧炉炼钢的电磁搅拌器,后来该技术逐渐应用于感应熔炼炉、钢包精炼炉和连铸机。电磁搅拌应用于连续铸钢是连铸技术最重要的发展之一1。
电磁搅拌的作用原理电磁搅拌的实质就是借助在铸坯的液相穴内感生的电磁力强化液相穴内钢水的运动,由此强化钢水的对流、传热和传质过程,从而控制铸坯的凝固过程,对提高铸坯质量具有积极的作用。
连铸坯液相穴内钢水对流运动对消除过热度、改善铸坯凝固组织和成分偏析等有重大影响。而钢水流动的驱动力来自铸流的动能和外力,前者与浇注方式有关,后者则可以在液相穴的任何位置上外加电磁力即使用电磁搅拌,而后者的影响要远甚于前者2。
电磁搅拌器的类型用于连铸过程的电磁搅拌器按其安装的位置,有如下几种:
(1) 中间包加热用电磁搅拌器HEMS:该种电磁搅拌使连铸过程中的钢水温度在液相线温度以上30℃或40℃,使中间包二次冶金的效果更佳。
(2) 结晶器电磁搅拌器MEMS:是目前各种连铸机都适用的装置,它对改善铸坯表面质量、细化晶粒和减少铸坯内部夹杂及中心疏松有明显的作用,应用最为广泛。为不影响液面自动控制装置的使用,一般安装在结晶器的下部。
(3) 二冷段电磁搅拌器SEMS:又可分为二冷一段电磁搅拌器S1EMS和二冷二段电磁搅拌器S2EMS。S1EMS安装在结晶器一段的足辊处,其功能与MEMS类似,两者不重复使用,由于其更换、维修方便,因此其投资和运行成本比较经济。S2EMS是促进铸坯晶粒细化的有效手段,一般与MEMS或S1EMS一起使用。
(4)凝固末端电磁搅拌器FEMS:一般在浇注对碳偏析有严格要求的含碳高的钢种时采用,为保证搅拌效果,其安装位置要靠近凝固末端,一般在液芯直径为Φ60-80mm处为佳,并允许调节。
电磁搅拌在典型钢种生产中的应用不锈钢对于铁素体不锈钢SUS430,等轴晶率与冷轧板皱折的发生有很大关系,当等轴晶率大于等于50%时,可有效防止皱折的发生,通过使用S-EMS可达到这种效果3。
电工钢当板坯内部的凝固组织不同时,瓦楞状缺陷会在成品电工钢板中产生,瓦楞状缺陷出现在轧制方向。当硅钢片堆积成铁芯时,它不仅影响产品外形,而且降低了间隙系数,造成发电机或者变压器使用性能的降低。电磁搅拌使钢水在凝固过程中形成等轴晶,并获得细小和均质的凝固组织。
电磁搅拌使用过程中的问题(1)可能卷入结晶器保护渣,使铸坯夹杂物含量增加。M - EMS 搅拌能改善铸坯质量,搅拌强度越大,效果越明显,但搅拌强度过大,会引起保护渣的卷入,反而使夹杂物含量增加。同时,电磁搅拌还直接影响结晶器液面的检测效果,目前普遍采取降低搅拌线圈安装位置来解决这一问题,但使M-EMS 的冶金作用受到了限制。
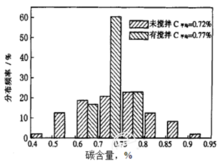
(2)M-EMS 搅拌难以改善高碳钢的中心碳偏析。下图为有无电磁搅拌浇铸含碳0.61%的弹簧钢大方坯的中心碳偏析比较。从下图可见,M-EMS搅拌虽然使中心偏析的偏差值和峰值大大降低,但中心偏析的平均值变化不大。因此,仅采用M-EMS搅拌难以使碳的中心偏析得到根本改善。
对于芯部质量特别是中心碳偏析要求较高的钢种,如钢轨钢、轴承钢、弹簧钢、钢帘线钢等,单一的结晶器电磁搅拌工艺难以满足芯部质量的严格要求,需要采用复合搅拌工艺。目前,在高碳钢大方坯连铸中应用最多的是结晶器+凝固末端电磁搅拌(M+F-EMS) 。
 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国