

概述
电弧在焊接过程中不仅是一个热源,而且也是一个力源。焊接电弧的作用力对于熔池和焊缝的形成,以及焊丝(条)端部金属熔滴的过渡都有着重要的影响。
电弧力是指焊接电弧中存在的机械作用力。它是在电弧物理过程中由于电场和热场对气体粒子(带电的和中性的)作用,而由这些粒子的运动状态宏观地表现出来的力。焊接过程中,电弧力直接影响到熔滴的形成和过渡、熔池的搅拌与焊缝成形,还影响到液态金属的飞溅和某些焊接缺陷(如烧穿、咬边等)的产生。因此了解电弧力的性质、作用规律和影响因素,讲行合理的利用与控制,是十分必要的。1
电弧力的分类根据产生力的直接原因和表现形式,通常将电弧力分为电磁力、等离子流力、电极斑点力等多种力,它们共同组成电弧力。
电磁力电磁力是电弧力组成中最重要的一个力。电磁现象表明,在两根相距不远的平行导线中通以圊方向的电流时,则产生相互吸引力;若方向相反,则产生排斥力。这种力的形成是由予在通电导体周围空间形成磁场,而两个通电导体处于磁场中受到磁场力的作用,于是发生上述现象。上述的磁场力是由于电流流过导体时产生的,因此称为电磁力。
当电流流过一个导体时,可将电流看成是由许多平行的电流线组成,其电流元线之间因自身磁场的相互作用而产生吸引力(图1-21),导体受到从四周向中心方向的压缩。这种压缩力对于固态导体一般难于显示出其影响;但对于可以产生自由变形的流体(如气体、液体)导体,则可引起导体截面产生收缩(图1-22),这种现象称为电磁压缩效应,这种电磁力称做电磁压缩力。
等离子流力对于圆锥形电弧来说,沿电弧轴线方向的弧柱横截面是变化的,靠近于电极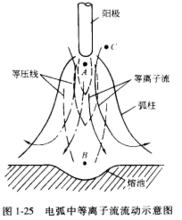 处电磁力大,而靠近焊接表面处的电磁力小,因而沿电弧轴向存在着一个电磁力梯度,而轴向的电磁力梯度必然造成在电弧中心部位等离子体产生轴向静压力梯度,这样就使得电弧等离子体将从靠近电极处的高压区A向靠近焊件处的低压区B流动(图1-25),便在电弧中形成了一股高速的等离子流。这时为了保持流动的连续性,将从C区把新的气体介质吸入弧柱,而新加人的气体被加热和部分电离后又继续流向B区,这样就构成了连续的等离子流。
处电磁力大,而靠近焊接表面处的电磁力小,因而沿电弧轴向存在着一个电磁力梯度,而轴向的电磁力梯度必然造成在电弧中心部位等离子体产生轴向静压力梯度,这样就使得电弧等离子体将从靠近电极处的高压区A向靠近焊件处的低压区B流动(图1-25),便在电弧中形成了一股高速的等离子流。这时为了保持流动的连续性,将从C区把新的气体介质吸入弧柱,而新加人的气体被加热和部分电离后又继续流向B区,这样就构成了连续的等离子流。
应当指出,上述等离子流仅是因电极与焊件的几何尺寸差异形成锥形电弧而引起的,因而无论用直流正极性或反极性都会产生,且等离子流的运动方向总是由电极指向焊件。
电弧中等离子流具有很高的速度,且随着电弧电流的增大而增加,可以达到每秒数百米。当等离子流冲击熔池表面时,会产生很大的动压力,即等离子流力(亦称为电弧的电磁动压力)。等离子流产生的动压力分布是与等离子流的速度分布相对应的,这种动压力在电弧中心轴线上最强,沿径向的距离增加而减小。
在大电流熔化极气体保护焊工艺中,等离子流力起重要作用,电弧的挺直性强,会促使溶滴过渡、增大熔池下凹从而增加熔深、增强熔池的搅拌等;但在保护气体流量不足的情况下,由于等离子流的高速流动,有可能使空气自电极附近大量卷入电弧中,从而导致气体保护效果变差,因此应注意使保护气体有充足的流量。
斑点压力斑点压力是指带电粒子作用在电极(阴级、阳极)斑点上的撞由力,分别有阴极斑点压力与阳极斑点压力。正离子和电子,在电极附近区的电场力加速作用下,分别撞击阴极斑点与阳极斑点而产生的力称为斑点压力。由于正离子的质量远远大于电子的质量(如H+的质量是电子质量的1837倍,Ar+是72806倍),且在一般情况下阴极压降Uk大于阳极压降Ua,所以阴极斑点受到正离子的撞击力远大于阳极斑点受到电子的撞击力,即:阴极斑点力远远大于阳极斑点力。这种两电极上斑点压力的差异,使得在某些焊接条件下,正确地选择电流种类或极性显得十分重要。
在气体保护焊情况下,若采用直流负极性,阴极斑点位于工件表面上,正离子所造成的斑点压力使氩弧焊具有明显的阴极净化作用;但是在直流正极性的熔化极电弧焊中,阴极斑点位于焊丝的熔滴端面上,则正离子造成的斑点压力将是一种影响较大的阻止熔滴过渡的力。
电极材料蒸发的反作用力由于电极斑点的电流密度很大,局部温度可达到电极材料的沸点而产生强烈蒸发,使金属蒸气形成具有一定速度的喷流由斑点发射出去,对斑点施加一定的反作用力。由于阴极斑点的电流密度比阳极斑点的高,发射更强烈,因此阴极斑点力也比阳极斑点力大。
研究表明,电极斑点的电流密度增加和斑点面积扩大,蒸气喷流的反作用力也将随之增大。
熔滴的冲击力熔滴过渡时具有一定的冲击力,尤其在大电流熔化极氩弧焊时,焊丝熔化金属形成细小熔滴呈射流过渡,当通过电弧空间时,会被等离子流加速,以很高的加速射向熔池,根据高速摄影测定,熔滴获得的加速度可达重力加速度的40~50倍,到达熔池时其速度可达每秒几百米。尽管每个熔滴的重量只有几十毫克,但当以如此高的速度到达熔池表面时,熔池要受到较大的冲击力。因此,射流过渡焊接时,在熔滴冲击力、等离子流力,以及电磁力等共同作用下,熔池容易形成指状熔深。
爆破力熔化极气体保护焊采用短路过渡时,电弧瞬时熄灭,因短路电流很大,短路金属液柱中电流密度很高,在金属液柱上产生很大的电磁压缩力,使缩颈变细,电阻热使金属液柱小桥温度急剧升高,液柱迅速爆断,爆破力使焊丝端部液体金属和熔池受到冲击,并造成金属飞溅。2
焊接电弧力的影响因素1.焊接电流和电弧电压
当增大焊接电流时,电弧力显著增加(图1-31),这主要与电磁收缩力和等离子流力显著增加有关。当电弧电压升高时,意味着电弧长度增加,由于电弧范围的扩展,使电弧力降低,如图1-32所示。
2.焊丝直径
当焊接电流相同时,焊丝直径越小,电流密度越大,因此电弧电磁力越大。同时,造成电弧锥形越明显,等离子流力越大,使总的电弧力增大,如图1-33所示。
3.电极的极性
电极的极性对不同焊接方法的电弧力的影响不同 对于熔化极气体保护焊,当采用直流正接时,焊丝接负,电弧中正离子对熔滴的冲击比较大,有较大的斑点压力作用在熔滴上,不利于熔滴过渡,且熔滴容易长大,不能形成很强的电磁力和等离子流力,因此电弧力较小,如图1-34所示。对于钨极氩弧焊,由于通常情况下阴极区收缩的程度比阳极区大,因此当采取正接时将形成锥度较大的锥形电弧,产生的轴向推力大,电弧压力也大,如图1-35所示。
4.气体介质
不同种类的气体介质热物理性能不同,故对电弧力的影响也不同。导热性强的气体或分子是由多原子组成的气体,消耗的热能多,易引起电弧的收缩,因而导致电弧力的增加,如图1-36所示。当电弧空间气体压力增加或气体流量增加时,也会引起电弧收缩,导致电弧力增加。
5.钨极端部的几何形状
钨极端部的几何形状与作用在熔池上的电弧力有密切关系。当钨极端部的角度变化时,电弧力也发生变化,如图1-37所示,当角度为45。时具有最大的电弧压力。
6.电流的脉动
当电流以某一规律变化时,电弧力也相应地发生变化。低频脉冲焊时,电弧力随电流的变化而变化。对于工频交流钨极氩弧焊,其电弧力低于直流正接时的压力,而高于直流反接时的压力。
当脉冲频率增加时,电弧力的变化逐渐滞后于电流的变化。当频率高于几千赫兹时,由于高频效应增强,在平均电流值相同的情况下,随着电流脉冲频率的增加电弧力增大。3
 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国