

火焰清理
火焰清理的实质是用高温火焰将原料缺陷烧除。它是生产率最高、成本最低的一种清理方法。用火焰清理一吨钢的成本,比用风铲清理便宜一半以上,仅为砂轮研磨的十分之一。清理速度高于风铲10~15倍,同时所需设备也简单。因此被广泛的应用于一般碳素钢、普通低合金钢及部分合金钢的清理上。火焰清理又有人工火焰清理和机械火焰清理两种。
人工火焰清理人工火焰清理,是人工使用火焰枪清理原料表面缺陷的操作方法。
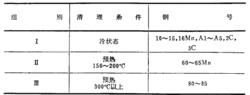
对于一些导热性较差的合金钢及高碳钢,一般不适于采用火焰清理方法。因为这些钢,由于导热性差,火焰清理时,钢表面与中心温度差很大,易产生裂纹。某些经过试验可用火焰清理的高碳钢,在清理前应进行预热或者在初轧机轧制后,未完全冷却前,利用原料余热状态进行清理(即抢温清理)。按照不同的钢种可采用不同的清理条件,见下图:
人工火焰清理操作火焰清理前应对原料进行检查,须火焰清理的部位,应划出标记和范围,以便按此清理。点火前,应检查火焰枪,氧气、煤气管路系统确认畅通后方可点火。点火时要用明火点火。
火焰清理包括两个主要过程:加热金属和熔化烧除。先将易燃混合气体通过火焰枪喷嘴喷在原料有缺陷的部位,使钢加热到900~1000℃, 然后在火焰枪喷嘴中心通以氧气, 使铁氧化并使部分金属熔化,靠氧气压力将熔渣吹除。开始时靠预热火焰对钢的加热是慢的。在达到熔化温度以前金属的加热速度,对提高表面清理的生产率有很大的影响。为了提高加热速度,可在预热火焰中,插入直径为4~6毫米的低碳铁条,由于铁条很快熔化,熔融的金属滴在钢坯表面上并被氧化,使原料缺陷处的金属加热迅速了。由于预热火焰加热低碳铁条比加热缺陷部位本身的速度大大加快了,因而大大地提高火焰枪的清理能力。因铁条加速加热,也会使打火时造成的打火坑较小,提高了清理质量。
开始加热时火焰枪喷嘴角度为70°~80° (与金属表面之夹角),使火焰热力集中,当金属开始达到熔化温度及开始清理时,为避免产生较大的打火坑,火焰枪角度应改为25°~30°并通以氧气进行清理。
注意事项为使经火焰清理而形成的凹坑在轧后不产生结疤等缺陷,要求其宽度应是深度的五倍或六倍。在原料宽面上的缺陷小于2毫米宽,窄面上的缺陷小于10毫米宽可不予清理。原料火焰清理凹坑的长度方向应垂直于它的轧制方向。火焰清理深度与清理角度、喷嘴移动速度及氧气压力大小有关。角度大移动慢时,则清理深度较深;清理角度小移动快时,则清理深度较浅。
为了避免熔渣粘结在原料上而在轧制后产生缺陷,应将清理后的熔渣铲除。为使溶渣易于去除,火焰清理时,其喷嘴角度不要过大。喷嘴角度小,向前移动快时,由于熔渣不散向两侧而易去除。足够的氧气压力和氧气量也使熔渣易于去除。避免较深的打火坑,对去除熔渣也有利。较深缺陷分多遍清理,每次皆去除部分熔渣,也是可行的。当缺陷较深时,经清理后去除熔渣,仍发现有缺陷时,应进行第二遍乃至第三遍清理,直至缺陷全部烧除为止。为保证轧成一定尺寸规格的钢板及加热炉装料时顺行,要求火焰清理深度是:单面不超过原料厚度的20%;双面总深度不超过厚度的25%。长时间中断清理时, 火焰枪应闭火后放置。应注意防止氧气、煤气管路系统的着火事故。1
应用瓶装氧气时,应有氧气瓶的专门贮藏地点。用完的氧气瓶应带上安全帽,并留有剩余压力。用乙炔做清理用燃料时,乙炔罐要放置在离火源较远的地方,并应有防冻防火设施,当发现冻结寸应用蒸气处理。
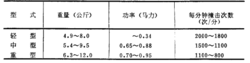
风铲清理在没有火焰清理和不允许火焰清理的情况下可采用风铲清理。高碳或合金钢原料,在冷状态下可用风铲清理。清理用风铲的型式很多,可分为重型、中型和轻型三种。各种风铲的性能如下图:2
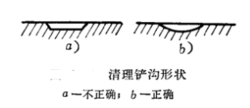
风铲清理操作:原料在清理前,先要检查缺陷情况,对于可进行清理的缺陷,应划出缺陷范围,作好标记。铲削时风铲中心线应与原料表面成一定的角度,开始铲削时要先试铲缺陷深度,可采用一遍、两遍、三遍的清理方式。在清理过程中,当铲屑不再裂开或被清理的铲沟上不再有黑线或黑色夹杂物时为止,说明缺陷已被清除。铲沟的宽度应不小于深度的5~6倍。铲削时要使铲沟有较圆滑的角边,不应有尖锐的边棱 ,铲沟长度方向应垂直于轧制方向。
其它清理方法清理原料细小缺陷及清理具有很高硬度的各种高级合金钢的表面缺陷时常采用砂轮研磨。砂轮研磨,可用人工或机械进行。砂轮研磨机有固定式、悬挂式和地上砂轮机等。轧制重要用途的合金钢时,需要用剥皮方法消除原料缺陷。剥皮可在刨床,铣床—上进行。
除上述外,尚有一些其他的清理方法如:酸洗,火焰腐蚀,电弧清理,喷砂清理等。可因钢种和工艺要求不同而选定。
 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国