

简介
 金刚石压头的种类,是根据所配套的硬度计型号而区分的。自从第一台硬度计问世以来,人们提出了很多种硬度测定方法。其中有些被否定了,有些则得到了广泛的应用,有些还在发展和创造中。现使用的硬度测定方法中,可以按照它们的加荷方式分为两大类,即静力硬度试验法和动力硬度试验法。金刚石压头的种类,原则上是以不同的硬度试验法而命名的。由于硬度计的型号很多,同一硬度试验法所用的压头也有很多型号,以便配套使用。
金刚石压头的种类,是根据所配套的硬度计型号而区分的。自从第一台硬度计问世以来,人们提出了很多种硬度测定方法。其中有些被否定了,有些则得到了广泛的应用,有些还在发展和创造中。现使用的硬度测定方法中,可以按照它们的加荷方式分为两大类,即静力硬度试验法和动力硬度试验法。金刚石压头的种类,原则上是以不同的硬度试验法而命名的。由于硬度计的型号很多,同一硬度试验法所用的压头也有很多型号,以便配套使用。
金刚石压头的基体材料金刚石压头的基体(俗称压头柄),大多采用金属材料制做。根据不同的硬度试验方法以及不同的试验条件和试验对象等,所采用的基体材料也不相同。
在常温条件下使用的金刚石压头,如工厂里使用的洛氏金刚石压头、维氏金刚石压头和显微金刚石压头等,其基体材料大多采用普通碳素钢、优质碳素钢和不锈钢等金属材料制做。
在高温条件下使用的金刚石压头或宝石压头,其基体材料需采用具有耐高温性能的金属材料。现大多采用钼制做高温压头的基体。
超声波金刚石压头的基体材料,采用金属镍制做;而肖氏金刚石压头的基体材料,则需要经过特殊调质处理后才能使用。
各种金刚石压头的半成品基体(毛坯柄)见图3-2所示。在机械加工时,都要留有充分的余量,在一般情况下,其直径的余量为0.2~0.3毫米,长度的余量为5~8毫米。为了保证加工精度,特别是压头基体的同心度,在机械加工时多采用一次性完成,即一刀落料的方法。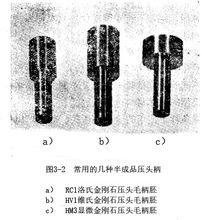
加工压头基体的半成品时,应达到下列技术要求:
(1)压头毛坯柄的顶端直径中心线要与末端直径中心线相重合,其偏差不应大于0.03毫米。
(2)压头毛坯柄的各加工表面,不得有毛刺、斑痕和机械损伤,其光洁度不应低于▽7。
(3) 压头毛坯柄的基准面应与其轴线相垂直,偏差不也大于30′。1
金刚石压头种类金刚石压头的种类是根据所配套的硬度计型号而区分的,主要有以下三种。
(1)洛氏硬度试验计用金刚石压头
洛氏硬度试验计应用很广,用于测试各种钢铁材料,有色金属淬火后的高硬度工件以及硬质合金等。金刚石洛氏压头还可用来测试较薄工件或表面薄层的HRC和HRA硬度。
洛氏硬度计的种类很多,由于测试方法、条件和对象各异,与之配套使用的洛氏压头型号也很多,有HRC-1、HRC-2……HRC-15等。
(2)维氏硬度试验计用金刚石压头
金刚石维氏压头是用来测定黑色金属、有色金属、硬质合金及表面渗碳层、渗氮层、化学处理层、硬化铬层、高频淬火层以及工量具表面的维氏硬度等。
现使用的维氏压头有HV-1、HV-2、HV-3、HV-4等型号。
(3)显微硬度试验计用金刚石压头
金刚石显微压头是用来测试金属和非金属、机械仪器的零件和薄片硬度用的。
显微硬度试验法有很多种,如克氏(HK)、格氏(HG)等。这里所说的显微硬度试验法,是人们在维氏硬度试验法的基础上,利用100N(10kgf)以下的小负荷(多数为2~5N)进行硬度测试。
金刚石显微压头的型号有HM-1、HM-2、HM-3、HM-4、HM-5,克氏显微压头的型号有HK-1、HK-2、HK-3、HK-4等。
还有其它各种金刚石压头,如金刚石肖氏压头、金刚石超声波压头、金刚石高温压头等。2
金刚石压头的技术要求金刚石压头的技术要求,主要指二个方面:一是压头顶端金刚石的几何形状;二是压头基体的外形尺寸。以下作具体介绍。
(1)金刚石洛氏压头
金刚石洛氏压头的几何形状主要为锥体,具体技术要求也不完全一致。
固定式硬度计金刚石压头:圆锥体顶角为120。,其误差不大于±30′,在二个相互垂直的方向测量角度之差不大于15′,圆锥顶尖圆角半径为0.2mm,其误差不大于±0.01mm。
携带式硬度计金刚石压头:顶角为90。,其误差不大于±10′,圆锥顶尖圆角半径为0.1mm,其误差不大于±0.01mm。
金刚石洛氏压头,其产品图见图15-1所示。
(2)金刚石维氏压头
金刚石维氏压头的顶角几何形状为角锥体(或称正四方体),其两相对面的夹角为136。,误差不大于±30′,角锥体的四个锥面相交于一点,称为横刃,维氏压头的顶端横刃不大于0.002mm。图15-2是金刚石维氏压头的三种规格的图示。
(3)金刚石显微压头
金刚石显微压头顶角的几何形状为正四方形角锥体,其相对的夹角为136。,误差不大于±20′,角锥体的四个锥面相交于一点,其顶端横刃不大于0.001mm。图15-3是不同的金刚石显微压头。
(4)金刚石克氏显微压头
金刚石克氏压头顶角的几何形状为菱形,其相对长棱对角线之夹角为172。30′,误差不超过±5′,相对短棱对角线之夹角为130。,误差不超过±20′,菱形顶角的四个维面相交于一点,其顶端横刃不大于0.001mm。图15-4是金刚石克努普压头的图示。2
金刚石压头的镶焊金刚石压头的镶焊,一般包括两方面的内容:一是把金刚石按照规定的技术要求,镶嵌在压头基体的顶端,通常叫作装钻;二是把已经镶嵌好盼金刚石与压头基体牢固地焊接在一起,组成一个整体,通常叫做焊接。但是,由于金刚石具有一定的疏铁性质,它与金属材料不易进行焊接,所以在与基体焊接时,首先应将金刚石镶嵌牢,而焊接材料只在镶嵌的部位起填充作用。焊接时,要使焊接材料与金属基体结为一体,并能渗浸在所有空隙部位,从而使焊接材料把金刚石牢牢地包镶住,使其不易松动。1
金刚石压头在金属材料硬度检测的应用金刚石压头是安装在硬度计上使用的,它是直接在金属材料上形成压痕,是测量材料硬度的关键部件。
金属材料的硬度是衡量金属材料软硬的重要指标,是表达金属材料机械性能的物理量之一。在工业生产中,特别是军事工业生产中,为保证产品质量,常常需要对各种材料、零部件或整机进行硬度检定和测试。如轧钢机的轧辊主轴和汽车连杆等,都需要硬度检定。
金属材料的硬度试验,是一种比较迅速、比较经济的机械试验法。由于硬度试验方法比较简单易行,不必破坏工件,适用于成批检验零件,所以已成为产品质量检查、制定合理工艺等的重要试验方法之一。
硬度值的物理意义随着试验方法的不同,其含义也不同。例如,压入法的硬度值是表示材料表面抵抗另一物体压入时所引起的塑性变形能力;刻划法硬度值表示金属抵抗表面局部破裂的能力;而回跳法硬度值则表示金属弹性变形功的大小。因此,硬度值实际上不是一个单纯的物理量,它表征着材料的弹性、塑性、形变强化率、强度和韧性等一系列不同物理量组合的一种综合性能指标。一般可以认为,硬度是指金属表面上不大的体积内抵抗变形或破裂的能力。
虽然硬度这一概念还没有全面而确切的定义,但如果能切实掌挥住试验方法的原理和操作技术,了解影响试验结果谁确度的各种因素及所得的数值,那末在实际应用上仍然有很大的使用和参考价值。在工业生产和科学研究上使用最为广泛的有布氏硬度、洛氏硬度、维氏硬度、显微硬度和肖氏硬度等硬度试验法。1
 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国