

概述
水口砖是镶嵌在盛钢桶底部座砖中的耐火材料质钢水流出口。不浇注时水口砖和塞头砖呈线接触,保证不漏钢。水口砖上口是弧面形,便于开启、关闭水口及减小钢水流动的阻力,下段是直线段以稳定注流。盛钢桶容量一定时,水口砖的内径大小直接影响浇注速度。
根据盛钢桶的容积、浇注方法及钢种的不同,水口直径可在 20至120mm范围内。水口砖可从盛钢桶里面(如右图a)或外面(如右图b)安装,其形状如图所示。水口砖可采用粘土质、高铝质、镁质、镁铬质及锆质的。浇注沸腾钢及高锰钢时黏土质的水口易被侵蚀,故采用镁质或高铝质水口砖。镁质水口耐侵蚀性强但导热性也强,浇注中易产生结瘤。1
20至120mm范围内。水口砖可从盛钢桶里面(如右图a)或外面(如右图b)安装,其形状如图所示。水口砖可采用粘土质、高铝质、镁质、镁铬质及锆质的。浇注沸腾钢及高锰钢时黏土质的水口易被侵蚀,故采用镁质或高铝质水口砖。镁质水口耐侵蚀性强但导热性也强,浇注中易产生结瘤。1
上下水口砖上水口其位置直接镶嵌在座砖中,要求材质耐高温、抗侵蚀、耐冲刷,因此使用寿命比滑板砖长。上水口在结构上有透气和不透气之分。透气上水口多用于中间包滑动水口中,其作用是减少水口的堵塞,提高钢水的质量;采用的透气孔形式多为多孔结构可以在减少气量的前提下,产生均匀的气泡,并有利于气泡在结晶器中的上浮。材质一船使用铝碳质、刚玉质或莫来石质等,为了提高上水口材料的性能,有时也加入少量的 和
和 以提高水口砖的抗侵蚀性能。
以提高水口砖的抗侵蚀性能。
上水口损坏的主要因素有:钢液、熔渣的化学侵蚀与冲刷;安装时的机械损伤;水口烧氧清理时带来的损伤。右图为日本品川公司包透气上水口的理化指标。
下水口主要用来控制钢液的流量和流速,要求高温下具有良好的耐冲刷性和高温体积稳定性。材质主要是高铝质、铝碳质和铝锆碳质。损坏的主要原因是:钢液、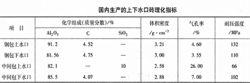 熔渣的侵蚀和冲刷,温度激变引起的开裂或断裂,烧氧开浇造成的熔损。为了提高下水口的抗热震性,将下水口安装在铁套内防止开裂。使用时尽量避免烧氧开浇。如右图所示为国内生产的上下水口砖理化指标。2
熔渣的侵蚀和冲刷,温度激变引起的开裂或断裂,烧氧开浇造成的熔损。为了提高下水口的抗热震性,将下水口安装在铁套内防止开裂。使用时尽量避免烧氧开浇。如右图所示为国内生产的上下水口砖理化指标。2
水口砖注孔大小选择选择水口直径主要是为了保证达到所要求的注速。注速一般用每分钟钢水在模内上升的高度(mm)表示,或用注满锭身的时间(min)来表示。
要使浇注达到注速的要求,必须供给足够的钢水。但锭子大小不同,每盘支数不同,达到目标注速要求时,所需钢水量是不同的。
另外,每分钟从钢包中流出的钢水量也不只与水口直径有关,还与钢水在水口处的流速有关,后者则由钢包内钢水静压力,也即钢包高度、容量决定。
如果钢包不变,每盘支数不变,而要把锭子加大,水口也应加大;如果钢包不变,锭子大小不变,而要把每盘支数加多,水口也应加大;如果锭子大小不变,每盘支数不变,钢包容量加大了,水口要相应减小。正常生产时,这些因素是不轻易变动的。这些水口大小主要是根据不同钢种性能对注速的影响而定。
一般来说,凡浇注较粘的钢种和含易氧化、结膜元素较多的钢种,如不锈钢,含铝、钛钢等,为了减少钢在浇注中的二次隼化和改善表面质量,往往选用较大水口。凡浇注流动性较好的钢种,如一般的碳素结构钢、合金结构钢和碳素工具钢等,水口可稍小些。另外,有些钢浇注时爱结水口,使水口变小,水口就应选大些;反之,有些钢浇注时使水口扩大,水口可选小些。3
水口砖安装注意事项由于盛钢桶的座砖经过反复的热胀冷缩和机械冲击的作用,很容易破裂和损坏,特别是后期的盛钢桶,不仅座砖损坏较大,而且水口砖与座砖之间缝隙也较大。操作不小心,就会发生严重的漏钢事故。因此,安装前,首先应清除座砖缝里的冷钢和残泥。
安装时先检查水口砖有无裂纹和缺损,水口砖完整才可在水口砖外均匀地抹上一层火泥,然后旋入座砖孔内,水口砖一定要放正。如水口砖不正,浇注时会造成钢流歪斜,冲刷中注管漏斗砖或袖砖,增加钢中夹杂,甚至造成安全事故。还要把水口砖塞平。如水口砖上端面低于桶底,形成凹盆,在镇静过程中,此处钢水降温最快,与其他部位的钢水温差较大,使塞头砖受热不均,容易使塞头砖产生裂纹,在浇注中断落,影响正常浇注。当钢水温度偏低时,在这凹盆处的钢水容易凝固,将塞头凝结在水口砖上,无法打开塞杆,浇注无法进行。水口砖上端面如高于桶底,虽不易发生上述情况,但在浇注到最后时,一部分钢水将存在包内无法自水口流出造成浪费。如浇钢工对此心中无数,钢水量没估计准,有时还会出现补注钢水不足,使缩孔过深,甚至造成钢锭高度不够的现象。
塞好水口砖后,还应在桶底水口砖周围进行修补。4
滑动水口砖滑动水口砖主要用于钢包等钢水出口开关,一般为上下两块滑动使用,故称滑动水口砖。
滑动水口砖生产较普通砖增加了油浸、埋炭、焙烧和机加工等工序,通常在滑动水口砖的油浸、焙烧和刮炭过程中都会产生大量的可燃危险性沥青烟,需要进行无害化处理。
滑动水口砖油浸工艺有卧式和立式两种,立式真空油浸工艺产生和散发沥青烟的主要设备有湖浸罐、贮存罐、预冷窑和预热窑等。卧式油浸工艺产生和散发沥青烟的主要设备有低温加熟炉、油浸密封罐、冷却室、真空泵、油浸槽放散和沥青预热槽等。对沥青烟的处理一般有燃烧法和吸附法两种方式。立式油浸工艺一般都采用燃烧法。而卧式油浸工艺则都采用吸刚法,即将各点产生的沥青烟集中后引至沥青烟净化装置进行处理。尽管生产过程中对沥青烟都进行了无害化处理,且在净化过程中也不涉及给排水,但整个生产及净化过程还是相当危险的,该场所的设计应按有关规范要求采取防火及防爆措施。
滑动水口砖生产过程中的工艺用水主要有机械设备冷却用水、沥青烟冷却用水及水封用水等。5
 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国