

背景介绍
目前轧制高强钢筋的企业大都采用高刚度轧机,这类轧机一般具有比较大的轧制力能参数和轧制精度。特别是近年新增棒、线材生产线,粗轧、中轧区高刚度轧机(短应力线轧机、CCR轧机等)逐步取代传统的闭口牌坊式轧机,这正是由于棒、线材产品升级、新工艺需求和新型轧机的技术进步等因素共同作用而产生的必然结果。
在轧制小规格螺纹钢筋(盘螺)方面,国产高速线材装备的技术进步明显,已替代大部分进口装备。国产顶交重载精轧机组日趋完善,终轧速度已突破100m/s大关,达到世界先进水平,小时产量可达120t,轧线自动化水平稳定可靠。在钢筋轧制生产线上,高性能飞剪机已广泛应用,基本取代了进口产品。经我国冶金工程技术人员多年的努力,已开发出机型齐全、功能先进的各类飞剪机系列产品。
特别是进入21世纪以来,针对高等级螺纹钢筋生产线所开发出的低温倍尺飞剪、高速飞剪等已达到国际先进水平并投入了实际应用。长材轧制生产线的辅助设备均已实现国产化。开发了多种控制冷却线、多种结构形式的冷床、盘卷收集设备和直条收集设备。这些装置功能齐全、结构先进、使用可靠、自动化程度高,满足了我国长材轧制以高产、高效为特点的快节奏的生产需求。
棒材轧机特点目前我国仍有少量的横列式小型轧机,也有为数不多的半连续式小型轧机,但绝大多数是连续式的小型轧机。这类轧机的特点是:
(1)以连铸坯为原料,一火轧成,生产成本低。
(2)连铸与加热炉紧凑布置,连铸坯热送热装,节能达到30%—45%。
(3)步进式加热炉加热,加热均匀,自动化程度高。
(4)炉后设高压水除鳞装置,提高了表面质量。
(5)轧线18个机架平/立交替布置,全线采用无扭转轧制,生产事故少,效率高。
(6)轧机采用短应力线轧机,轧机刚度高,辊缝对称调整操作方便,机架整体更换,轧辊孔型和导卫在轧辊间调整,在线调整少。
(7)轧线主传动采用直流传动或交流调速传动,实现轧线速度无级调速。
(8)采用切分轧制工艺生产钢筋。
(9)采用步进式冷床,冷却效率高,冷却质量好。1
短应力线轧机短应力线轧机是一种无牌坊轧机,这种轧机结构与传统的牌坊式轧机不同,通过轧机两个轴承座的四根拉杆来承受轧制力,这种新型布置,使轧制应力环线比传统轧机的环线更短,受力件的面积更大,负荷也相对均匀。通过轧机拉杆位置的优化可以保证轴承座具有较高的刚度,减小轧机和轴承座的变形。
短应力线轧机的主要特点包括:轧机应力回线短、刚性高,保证了产品的高精度,容易实现负公差轧制;能实现辊缝的对称调整,操作稳定,提高了导卫装置寿命;能实现线外调整组装,快速整体更换,提高了作业率;与相同规格的轧机相比较,短应力线轧机的重量较轻,整机外形尺寸较小,机架间距小,因此在作业线长度和厂房高度上都有节省投资的潜力。
当前,短应力线轧机正沿着提高轧机刚度、增加轧机小时产量、提高轧机利用系数、生产组织灵活、操作方便以及提高产品尺寸精度和提高力学性能的方向发展。国内外的著名钢铁设备供应商围绕这些方面做了大量的研究工作,推出了不少新机型,如达涅利公司GCC轧机、波米尼公司RR/HS轧机、西马克公司HL轧机、中冶京诚ZJD轧机、中冶赛迪NHCD轧机、中冶设备院SY轧机等。上述设备结构各有所长,但缩短轧机应力回线的目的是一致的。
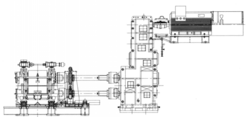
结构组成棒材轧机轧机本体由拉杆装置、轧辊装配、压下装置、导卫梁、轧机机座等组成
1、拉杆装置
短应力线轧机因为没有牌坊,其轧制力由四根拉杆承担。拉杆结构如下图所示。
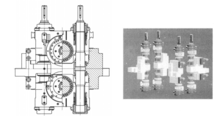
在拉杆的中部装有中问支撑块,起支撑整个轧机本体的作用。拉杆穿过上下轴承座,拉杆上装有调整螺母、球面垫、定位套等。拉杆上下分别为左右旋的梯形螺纹,梯形螺纹外侧为碟形弹性胶体,对轧辊起到平衡作用。当拉杆转动时,上下轴承座作相对运动,实现轧辊中心距同步相对调整,轧制线保持不变。球面垫具有自动凋心作用,保证轧辊轴承受力良好。
2、轧辊装置
轧辊两侧由四列圆柱滚子轴承承受径向载荷,推力滚子轴承承受轴向载荷,通过万向接轴传递力矩。轧辊结构如下图所示。
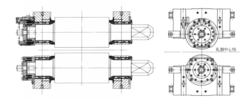
上辊的轴向调整机构由手动转动蜗杆带动蜗轮进行轴向调整,调整量为±3mm,满足孔槽的错位。在轴承座的端部外侧设置球面的防止向窜动机构,与机座和支撑块配合保证了轧机的轧制精度。
3、压下装置
压下装置装在拉杆装配的四根拉杆的顶部,压下结构如下图所示。
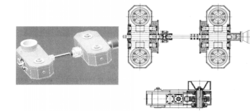
采用蜗杆—蜗轮,齿轮装置转动四根拉杆,在拉杆正反向螺纹副的作用下,上下轧辊相对于轧制线对称调节。轧机两侧的压下装置可以单独调整。,也可以两侧同步调整。压下装置在传动侧由液压马达驱动进行快速调节,也可以在操作侧进行手动精调,压下量由刻度盘显示。
4、轧机底座装置
轧机底座装置由焊接钢结构件加工I而成,用地脚螺栓固定在基础上,轧机底座可在其上滑动,底座前后共设四个锁紧装置,用以将轧机本体固定在底座上。水平轧机横移装置(立式轧机的提升装置)同定在底座上,水平轧机一般采用液压缸横移。立式轧机的升降装置一般有两种形式:
(1)采用液压缸升降,这种方式结构简单,和水平轧机的横移装置一样,只是液压系统要考虑平衡和锁紧系统,防止系统故障时轧机岗闩重下落;
(2)采用螺旋升降机升降,左右各一台丝杆升降机,中问用轴串联在一起,由齿轮电机或液压马达带动,升降丝杆具有自锁性能,确保机构安全司‘靠和更换孔槽的位置准确。2
 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国