

简介
立辊轧机一般由机架、压下系统、传动装置、立辊辊系等组成。立辊由电机通过减速机和万向接轴进行传动。其中上传动立辊轧机的电机一般为立式安装。而下传动的立辊轧机一般由卧式安装的交流电机通过花键轴、锥齿轮和直齿轮带动立辊转动。立辊装配在可移动的轧机辊架中,机械式压下系统一般采用交流变频电机通过蜗轮减速机带动压下丝杆完成压下动作。
立辊及轧机辊架通过液压缸(AWC缸)进行移动,并具有自动宽度控制(AWC)和短行程控制(SSC)功能,可配合平面形状控制技术提高钢板宽度的尺寸精度,同时也可有效地控制钢板头部和尾部的形状。两个液压缸(AWC缸)配有内置位移传感器,以便准确定位,轧制前AWC必须处于“接通”状态,辊缝先调到设定位置,该位置随轧件出口厚度和预计的轧制力(为加载的辊缝基准)变化。
立辊轧机按传动方式可分为上传动或下传动立辊轧机,并有单电机传动和双电机传动之分。根据电机的安装方式也可分为卧式电机传动和立式电机传动方式。分离式立辊轧机主要采用下传动,仅在国外有少量的分离式立辊轧机采用上传动形式。近接式立辊轧机主要采用上传动,但部分卷轧中板的炉卷轧机采用了下传动形式。
上传动立辊轧机通常附着安装在轧机的人口或出口侧,与下传动相比,传动机构简单,易于维护。但该种机型体积庞大,设备较重,投资相对较高,并严重影响操作视线,使操作工无法监测该区域的轧制状态,当出现异常事故时难以做出迅速反应。下传动立辊轧机在轧制线以上的空间开阔,操作视线好。但主要部件均在轧制线下
方,设备基础较深,维修空间狭小,传动机构复杂,工作环境恶劣,设备检修和维护较为困难。
立辊轧机的主要作用立辊轧机的主要作用如下:
(1)立辊轧边法控制钢板的平面形状,减少了切边量,提高了板坯成材率。有资料显示,采用新型立辊轧机综合成材率提高0.5%~1.5%,这对于不锈钢及各种合金钢更为必要。
(2)齐边功能,将水平轧制钢板展宽量压缩回去,保持既定的板宽,并可消除凸凹形板边,防止轧件边缘产生鼓形、裂边、边部折叠、边部减薄,形成边缘整齐的板材。
(3)立辊轧机配合四辊轧机使用MAS法轧制,可以很好地控制钢板的平面形状,实现无切边轧制。
立辊轧机的用途板带车间的立辊轧机主要有如下两个用途:
1、用于破鳞。热轧钢板生产,根据工艺要求,板坯加热温度可达1250℃(硅钢板生产的加热温度达1350℃)。因加热在板坯表面不可避免地要产生大量氧化铁皮,如果不很好清除,经水平辊多次轧制,氧化铁皮轧入板面,不但难于清除,而且要大大增加板材精整修磨量,甚至造成次品或废品。同时还会加剧水平轧辊的磨损,增加轧辊重磨次数和缩短轧辊寿命。在轧制过程中大立辊能起疏松板坯表面氧化铁皮的作用。实验表明,当侧压量为50毫米时,距板坯边缘300毫米处,氧化铁皮将被疏松,再用高压水冲击, 可以取得较好的去鳞效果。去鳞效果还与高压水的压力有关,目前高压水的压力已提高到150公斤/厘米2,最高达180公斤/厘米2,压力的提高有利于保证轧制成品的表面质量.
2、用于侧边轧制。板坯经侧边轧制后,可以防止轧件边缘产生鼓形和裂边。并能调节板或带材的宽度规格,获得宽度均匀,边缘整齐的板或带材,因而可降低金属的消耗系数,这对于轧制不锈钢及各种合金钢更为必要。万能轧机的立辊,除起上述作用外,还可使板坯对准轧制线。
立辊轧机的组成立辊轧机通常由以下装置组成:
(1)主传动装置由主电机。主减速器和接轴等组成;
(2)侧压装置由侧压电机、减速器,侧压螺丝、螺母和平衡机构等组成;
(3)立辊箱由箱体、立辊、轴承和轴承座等组成。在调整立辊开口度时,可作往复移动;
(4)机架用来装设立辊箱、侧压装置和机架辊道,并直接承受轧制力;;
(5)机架辊由电动机、减速器、接轴和机架辊等组成;
(6)开口度指示装置由齿轮传动系统、调零装置、指示盘等组成。
按立辊的支承方式的不同,立辊轧机有悬臂式和框架式两种。悬臂式立辊只在一端有支承,框架式立辊两端都有支承。按立辊的传动形式,可分为下传动式和上传动式两种。1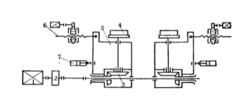
生产工艺对立辊轧机的设计要求立辊轧机的设计要满足以下几方面的要求:
1、参数和结构(尤其是主传动型式)选择要合理。在结构设计时,要考虑密封是否严密,制造、安装,检修是否方便,更换备件有无困难等问题;
2、能对板坯施加较大的侧压量。通常,大立辊轧机的侧压量为50—70毫米,万能轧机立辊的侧压量为4—32毫米。侧压装置应能适应最大和最小开口度的要求,!要有足够的强度,尽量做到位置紧凑、折装方便,使用可靠。在设计主传动系统时,不但要考虑移动立辊箱的摩擦力,而且要考虑附加的平衡力。侧压速度的选择应能满足生产要求;
3、在与水平辊粗轧机形成连轧时,还需要考虑由于轧制速度不同步而产生的水平力;
3、大立辊轧机前后要设置1—2个机架辊,在半连续式轧机和板坯轧机上,当采用短坯生产钢板时,立辊之间需考虑设置足够强度而灵活的自由辊,以便使较短的坯料能顺利通过;
4、为取得更好的除鳞效果,高压水除鳞系统除提高压力外,应合理选定喷嘴结构形状、喷嘴间距和散射角。为保证操作安全,在破鳞机前后安装的高压水除鳞装置必须要有肪护密封罩,以防高压水和氧化铁皮的飞溅;
5、在立辊轧机上应有开口度指示。此外立辊的冷却和传动部分的润滑也很重要。2
 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国