

简介
钎焊属于固相连接,他与熔化焊方法不同,钎焊时母材不熔化,采用比母材熔化温度低的钎料,加热温度采取低于母材固相线而高于钎料液相线的一种连接方法。当被连接的零件和钎料加热到钎料熔化,利用液态钎料在母材表面润湿、铺展与母材相互溶解和扩散和在母材间隙中润湿、毛细流动、填缝与母材相互溶解和扩散而实现零件间的连接。
硬钎焊接头强度高,有的可在高温下工作。硬钎焊的钎料种类繁多,以铝、银、铜、锰和镍为基的钎料应用最广。铝基钎料常用于铝制品钎焊。银基、铜基钎料常用于铜、铁零件的钎焊。锰基和镍基钎料多用来焊接在高温下工作的不锈钢、耐热钢和高温合金等零件。焊接铍、钛、锆等难熔金属、石墨和陶瓷等材料则常用钯基、锆基和钛基等钎料。选用钎料时要考虑母材的特点和对接头性能的要求。硬钎焊钎剂通常由碱金属和重金属的氯化物和氟化物,或硼砂、硼酸、氟硼酸盐等组成,可制成粉状、糊状和液状。在有些钎料中还加入锂、硼和磷,以增强其去除氧化膜和润湿的能力。焊后钎剂残渣用温水、柠檬酸或草酸清洗干净。
注意:母材的接触面应很干净,因此要用钎剂。钎剂的作用是去除母材和钎料表面的氧化物和油污杂质,保护钎料和母材接触面不被氧化,增加钎料的润湿性和毛细流动性。钎剂的熔点应低于钎料,钎剂残渣对母材和接头的腐蚀性应较小。软钎焊常用的钎剂是松香或氯化锌溶液,硬钎焊常用的钎剂是硼砂、硼酸和碱性氟化物的混合物。
钎焊材料的选择我国目前生产并得到了广泛应用的铜及铜合金钎焊用钎料的标准牌号列于下图。
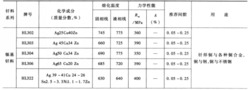
1、铜-锌钎料
这类钎料的熔点较高,耐蚀性较差,且对过热敏感,锌元素的蒸发又容易引起气孔的产生。一般只用于熔点较高的纯铜、铜-钢、铜-镍等一些不重要的钶焊接头上。使用时必须有钎剂配合。近年国内研制威功的Cu-Zn-Mn钎料的熔点比铜锌钎料的熔点约低100℃,各项性能均优于后者,这些钎料一般要求使用钎剂。
2、银-铜钎料
此类钎料的适用性最广。对所有铜及铜合金,以及绝大多数铜与异种金属接头的钎焊都适用。银钎料具有适中的熔点,大大降低钎焊温度,使焊件的变形及接头内应力减小。它的工艺性优良,耐蚀性和综合力学性能好。主要缺点是成本太高,近年国内大力研制和开发低银和无银钎料,已取得了较大进展,如HL205、BCu-92PAg、HLCuP6-3等。用这些纤料纤焊铜和黄铜接头的强度与银钎料相当,但塑性则稍差。
3、金合金钎料
此种钎料价格昂贵,一般只限于极特殊的应用,如连接高真空密封的真空器件。在此类应用中。金的低蒸气压是有利的。金合金钎料的液相线温度高,这进一步限制了它只能用于铜和一些高溶点铜-镍合金的钎焊。
钎剂的选择钎焊铜及铜合金用的钎剂列于下表。

就其配方的类型,国内外都相近而且定型。但具体配方在国外是不公开的。我国除了表中所列已纳入国标外,各使用单位也有不少自用的配方。这些配方可归纳为两大类,一类是以硼酸盐和氟硼酸盐为主(钎剂101~103),它能有效地清除表面氧化膜,并有很好的浸流性,配合银钎料或铜磷钎料使用可获得良好的效果,适用于各种铜合金焊件。另一类是以2为主的高活性钎剂(如钎剂105、钎剂205),是专门供铝青铜、铝黄铜及其他含铝的铜合金钎焊用的。此类钎剂腐蚀性极强,要求焊后对接头进行严格的刷洗,以防残渣对焊件的腐蚀。钎剂的形式有粉状、膏状和液状。绝大多数钎剂吸湿性很强,给粉状钎剂的制备和保存带来很多麻烦。目前已越来越多地使用膏状和液状钎剂。
硬钎焊的钎焊工艺铜及铜合金可根据焊件的形状、尺寸及数量选择采用烙铁、浸沾、火焰、感应、电阻和炉中等加热方法进行钎焊。各种方法的加热速度和加热时问不同,必须同时合理地选择相适应的钎料、钎剂和保护气氛。原则上说,主要采用快速加热法,因为:
①某些钎料在熔化时有熔析现象,加热熔化速度快,熔析现象不严重;
②钎剂的活性作用时间有限,加热速度慢可能使钎剂在钎焊完成前就实效;
③缓慢加热使钎焊金属表面氧化严重,妨碍钎料铺展;
④缓慢加热将延长熔融钎料与母材的作用时间,形成界面金属间化合物或造成溶蚀等现象,使接头性能恶化。
选用局部加热的火焰钎焊必须考虑预防焊件的变形问题。电阻、感应加热因不同的铜合金的电导率、热导率相差较大而必须考虑功率的调整问题,并尽量选用电导率、热导率低的钎料。这两种方法最合理是用于铜与电导率较低的金属的异种接头钎焊。对具有热脆性或熔化钎料作用下容易发生自裂的铜合金和接头必须在钎焊前进行清除应力处理,并尽量缩短钎焊时间,尽量不采用快速加热法。炉中钎焊黄铜和铝青铜时,为避免锌的烧损及铝向银钎料扩散,最好在焊件表面预先镀上铜层或镍层。在还原性气氛中钎焊铜及铜合金时,要注意“氢病”的危险。只有无氧铜才能在氢气中钎焊。钢与铜及铜合金钎焊一般采用铜-磷-锡焊膏的硬钎焊和氧乙炔焰钎焊等方法,其特点是无镉、无银,但接头常出现气孔、夹渣、未焊透、侵蚀等焊接缺陷,使接头性能严重下降。为防止制品腐蚀,焊后对钎剂要进行及时清洗。
采用火焰钎焊纯铜件,一般选用铜银磷钎料。该钎料价格低,工艺性能好,钎焊接头具有满意的耐蚀性。钎焊时热源采用中性焰。钎剂选用QJ一102。焊前应仔细清理焊件表面氧化物、油脂等污物。需预热,根据试件厚度、大小预热温度、时间有所不同。钎缝区温度应控制在650~800℃之间。焊后间隔一段时间后,当温度降至200℃以下时,用温水、毛刷清理熔渣以防腐蚀。钎焊接头成形美观,表面无裂纹、气孔未熔合。接头抗拉强度达到母材的80%。
 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国