

箔材轧制
箔材轧制退火采用厚度为0.5~0.8毫米的坯料,轧制5~6个道次,中间不退火,一直轧制到最终厚度0.005~0.007毫米,而且不受宽度的限制。轧制较厚的箔材(0.08~0.20毫米)时,可采用不退火的坯料。
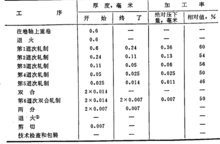
当箔材轧制到接近于轧辊径向压扁值的厚度时,继续轧制,采用双合的方法。双合是在专门的双合机上进行,或直接在带有双开卷机的箔材轧机上进行。一般进行双合的厚度是0.009~0.014毫米,这能保证顺利地轧出厚度为0.005~0.007毫米的箔材。下图为厚0.007毫米铝箔的生产流程。
箔材轧机特点近年来在箔材轧制方面开始采用三机架、四机架以至五机架四重连轧机组。
现代化箔材轧机具有下列特点:
1、一般采用单向轧制(不可逆轧机)。由于箔卷很长,机动时间占90~95%。 ·
2、通过增大牌坊立柱的断面积,或者有时采用预应力机架来提高工作机架的刚度,借以保证厚度公差达到最小,对于薄的箔材,其厚度公差不超过0.001毫米。
3、采用液压压下装置来代替机械压下装置,可以稳定地控制和改变轧辊每端的压力。箔材轧机的轧辊总是处于弹性弯曲状态,因而在空转时,轧辊之间作用于轧辊每一方的压力约为30~40吨。
当轧制速度为5米/秒时,宽1000毫米的箔材,从0.025毫米厚轧到0.014毫米,其压力只增高20%,即达40~50吨。无负荷状态和有负荷状态相比,轧辊所受压力不同,此差值随箔材厚度的增大而加大。
4、采用非接触感应测厚仪,可以自动调节厚度,其途径是改变主电机的电流,从而轧制速度也随之改变。
随着轧制速度的增加,加工率也在增大;而随着轧制速度的降低,加工率亦减小。这是由于变形区内“楔形油膜”的影响所致。
5、采用喷嘴形式的工艺润滑油分配系统可以在整个辊身长度范围内随意改变润滑油的供给量,这样就有可能调节轧辊的辊型及其温度。
6、采用轻质矿物油代替水乳液作为工艺润滑油,这就保证了一个道次能有必要的加工率和箔材表面能有好的光洁度。2
箔材轧机举例下面叙述一台165/400X1220四重轧机,用于精轧1000毫米的箔材,开轧厚度为0.05毫米,终轧厚度0.01毫米。
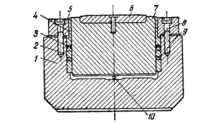
轧机由工作架、联合齿轮座、卷取机和电力拖动装置组成。工作机架牌坊的所有各面均刨乎加工,以保证具有相同的弹性变形,从而保证轧制的高速度。在某些情况下为此目的而采用这样的结构,在牌坊的立柱上镗制贯通孔,里面安放经过热处理的特殊钢钢棒,给牌坊造成预应力。在牌坊的下部,于支承辊枕座下面装有液压缸,用于预弯曲轧辊,见下图。
牌坊之间用刚性横梁联接,并安装在槽形底座上,该底座同时做排流工艺润滑油用。
在轧机的入口出口两方装有导辊和张力辊。在机架上面有排气罩,装有大功率排风机和油蒸气冷凝装置。由于箔材轧机工作辊的轴线间距离调节幅度不大,工作辊的转矩也较小,所以这里采用齿式联轴节形式的主轴联接,这种联接方式在带材轧机中是不采用的。在箔材轧机的轧辊两侧装卷取机,卷取机的顶锥夹紧卷轴进行箔材的开卷和缠卷。
开卷机上装有能使卷轴作轴向移动的装置。开卷机和卷取机单独传动,在轧制过程中可以自动调节,以保持箔材张力之恒定。宽度1000毫米的箔材,从0.025毫米厚轧制到0.014毫米时,张力约为60~100公斤。
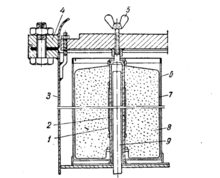
却循环系统为了强烈冷却轧辊,装有大功率的油冷却循环系统,该系统包括下列装置:工艺润滑油贮油槽、泵、冷却器、砂过滤器和润滑油沿轧辊长度分配器。分配器是一个主喷管,上面排列着喷嘴。与一般同类型的装置有所不同,它能分别控制每个喷嘴的给油量,这样可以保证箔材在整个宽度上厚度均匀。分配器也能够调整工作轧辊的辊型。在精轧机上把箔材从0.025毫米厚轧制到0.014毫米时,工艺润滑油的消耗量为180~240升/分,粗轧机则为1200~1600升/分。
铝箔轧制采用各种成分的润滑油,它们的功用是:冷却轧辊、减小摩擦、调整辊型和使箔材获得光泽。
例如,在320二重轧机和160四重轧机上使用高级机油和12号及20号工业油,而在高速的250四重轧机和165四重轧机上则使用轻柴油和加有0.3~1.0%油酸或合成脂肪酸的火油。
现代化箔材轧机配有过滤装置,用以净化工艺润滑油,除去铝箔和轧辊磨损物。润滑油在专门的过滤器内借助于阿尔哲吉勒砂或者基耶夫砂进行过滤。
箔材轧机的生产率取决于其结构,主要取决于轧制速度,所轧制箔材的宽度和板卷重量。现代化的250/600X1220四重箔材轧机,在由0.6毫米厚轧到0.05毫米时,其平均生产率为2~3吨/小时,而165/440X1220四重精轧机从0.025毫米厚轧到0.01毫米时,其平均生产率为0.8~1吨/小时。2
 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国