

工地焊接施工特点
与工厂焊接比较,其特点主要是两个方面:
1、施工工况与现场总体架设方案相吻合
现场采用整节段架设,节段的焊接连接在节段问高强度螺栓连接完成之后进行,相邻节段间焊接连接完毕方可起吊下一个梁段继续安装。
2、施工环境相对于工厂较为恶劣
工地焊接施工,总体为露天作业,受风、雨、雪等天气因素影响较大,增加了施工难度。2
工地焊接施工步骤块件的工地焊接可分为以下几步:
1、矫正接头部分的变形
块件运抵工地后,因运输或其他原因,接头处可能有某种变形,须在组拼前用千斤顶或火焰加热·法矫正到容许范围内。
2、吊装组拼
块件用吊机组拼时,严防碰伤接头。焊缝两边的板块要互相对齐,防止发生歪扭现象。
3、安装夹具
夹具是将焊缝两边板块刚性地或弹性的连接在一起的专用设施。刚性固定是指焊接过程中不允许有相对位移的固定,弹性固定则允许有一定的相对位移的固定。钢梁在工厂进行立体组拼,确认组装精度达到要求后,须要在焊缝两边安装(或焊接)架设作业用的连接夹具,以保证现场连接的精确度,这些夹具可在土地焊接完工后卸去或割除。焊接用夹具多由施工单位自行设计制造。
4、安装衬垫和调整坡口间隙
在焊缝下按照规定安装衬垫,同时精确的将坡口间隙和两侧板块高低,用调节螺钉、痪块等调整到规范许可的误差范围内。如确有困难达不到规瘤要求时,可采用堆焊、研磨等办法将其整修合格。
5、组立防护设施
组立防风壁和其他设施遮盖全部焊接接、头,以防风雨侵袭。
6、点固焊
即组装定位焊,系将两块板件的相互位置完全,固定,以免在焊接时发生错动,用手工施焊容易产生缺陷,故有条件时宜用CO2半自动焊施焊。在进行点固焊前必须首先进行预热。点固焊如有裂纹或其他缺陷时必须铲除重焊。
7 、焊前预热
为延缓焊接处的冷却速度,籍以防止形成硬化组织,并且为了促使焊缝金属中氢的溢出,从而防止产生裂,纹,在焊接以前一定要对焊缝两侧的金属预行加热。预热温度按规范规定执行。工地焊接的预热温度宜比《铁路钢桥制造规则》规定的温度略高。预热温度不足时可能产生裂缝,过高时又会影响金属材质,故应当用表面温度计严格控制。预热可用气体火焰、红外线、电热法等加热,厚板宜采用稳定加热、可控制温度的电热法。3
焊接施工焊接区的清除焊接前必须清除焊接区的有害物,对焊接的清除范围是焊缝两侧各50mm范围内的对接钢板的三个面;T形焊的清除范围是横板接触面从两个立边起算的30mm范围内,和立板端部30mm范围内的三个面。清除内容包括:
①埋弧焊及用低氢焊条焊接的杆件,焊接区及两侧必须清除铁锈,氧化皮等影响焊接质量的脏物。
②清除定位焊的飞溅熔渣。
③熔透焊缝的背面必须清除影响焊透的焊瘤熔渣,焊根等。
④多层焊的每一层必须将熔渣缺陷等清除干净,才能再焊下一层。
坡口范围内须用钢丝刷或通过打磨露出表面金属,然后才能按规定的焊接顺序施焊。
焊接方法的选定盖板、腹板、横梁、纵梁,桥面板等何者先焊,何者后焊,以及焊接时采用前进焊法,后退焊法,对称焊法或者跳跃焊法等,应按既能减少焊接变形和残余应力,又能减少焊接和矫形工作量的原则适当作出决定。选定时对先焊某些焊缝是否会影响其余焊缝酌坡口组装精度和会不会引起翘曲变形等情况应充分考虑。
减少焊后变形的措施为减少焊后出现变形和残余应力,可考虑采取以下措施。
① 增加焊道的熔敷量,减少焊道道数。
②均等对称的进行焊接。
③按可以消除变形的顺序和方向施焊。例如可选热量均匀·分布的跳跃法,异向分段法和其他变形较小的施焊顺序施焊。
降低残余应力和矫正焊后变形对已经出现的变形,一般用局部加热法热矫或加压冷矫。对焊接部位周围产生的残余应力,当它对结构物的强度和安全性有不良影响时,应当用退火方法消除,退火温度一般为600℃~650℃,对调质高强度钢不得超过600℃。此外还可以采取振动法,敲击法等降低残余应力,同时也可在施焊时采取以下措施:首先是从约束较大的部位向约束较小的方向施焊,其次从一端或者中央向另一端连续施焊,再次是将基材先预热到80℃~150℃再焊等。
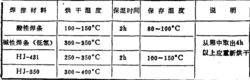
保证焊接质量要求1、焊接材料的正确选用和科学管理是保证焊接质量的重要一环,焊条、焊剂等在使用前必须按照规定进行干燥,凡已经缺损、脱皮的焊条都不得使用。焊条,焊剂必须按下图规定烘干使用。
2、焊剂的粒度,埋弧自动焊宜用工1.0~3.0mm埋弧半自动焊宜用0.5~1.5mm。埋弧自动焊焊剂覆盖厚度不小于20nm;半自动焊不应小于10mm。焊剂中的脏物,焊丝上的油锈必须清除干净。
3、手工焊引火打弧,对钢材影响很大,瞬间的引弧,使钢材经受严重的淬火导致局部性能变坏,故除焊口上允许引弧外,必须杜绝在工件其他地方引弧,发生引弧时必须进行补修。埋弧自动焊须在距杆端部80mm以外的引板上起弧,熄弧。埋弧自动焊焊接中不应断弧,如有断弧必须将停弧处刨成1∶5斜坡后再继续搭接50mm施焊。
4、在箱梁内部施焊时,必须有适当的排烟措施。
5、在焊接和冷却的过程中,对焊接部位不要有较大的冲击和振动。
6、加劲肋手工施焊的第—层要特别仔细地焊接,并在焊后检查有无裂纹发生。
7、垂直应力方向的对接焊缝余高必须铲除,并顺应力方向磨平。杆件焊接后两端引板必须用气割切掉,并磨平切口。3
 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国