

简介
机压成型,就是指用机器模具将产品挤压成型的技术。适用于转炉炼钢过程中去除钢渣,提高钢水纯度中使用,它包括挡渣栓头部及导向杆,挡渣栓头部与导向杆固定连接,挡渣栓头部内设有空腔,头部外表面设有沟槽1。
特点该技术由于采用导向杆结构,使挡渣栓定位准确,效果稳定,挡渣效果可达90%以上,挡渣栓头部的空腔可填充不同比重的材料来调整挡渣栓的比重,以适用不同钢渣条件,达到理想的挡渣效果;其头部外表沟槽适用于不同粘度的钢渣,以利于钢水流尽1。
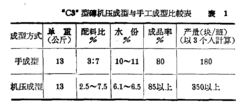
"C3型砖”机压成型C3型砖是炼钢厂铸钢用的一种砖(即漏斗砖),这种砖过去一直是手工成型,不仅劳动强度很大,而且产品质量也很差。自从采用在机械设备上进行半干法成型以后,砖的质量和产量都有了很大提高(见表1)。
C3型砖,在设备上成型,要求设备的升程高及有效的工作宽度要大些,压力应满足。模头固定在滑块下面,芯子固定在高冲程压碑机的下横梁上,而模型的外套是通过特殊的联接器与模头联接或股开。其工作过程见附图。
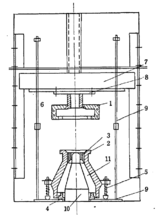
当加压完成时,即滑块7和模头8及联接器1与外模套2联接在一起,故在最低位置,弹簧5便被压缩,此时即可出碑,将滑块升起联同外模套2升到适当高度,此时拉杆6(共4根)不动,滑块带外模套经一段行程后,拉杆6便被滑块7带起来,从而托板9,出砖环4及砖11同时被提起,而芯子10与砖11离开,此时便可将砖取下,并拿下出砖环及上压盖3,然后下降至最低位置时,搬动联接器1的手把使与外模套2离开,脱开后便可以加料,等加完料,落下模头加上压盖即可进行压制2。
机压成型挡渣栓的制作机压成型挡渣栓的制作方法:
① 档渣栓头部的制作:首先将铝矾土、镁砂、硅铁耐火材料及铁矿石、铬矿石、钢渣进行破碎筛分,将水玻璃与原材料混合,将混合物放入专用模具中,在压力机上加压成型后干燥;
② 导向杆的制作:将上述原料与耐火水泥、水混合,将混合物放入专用模具中,模具中央放入钢筋,振动成型后,养生、脱模、干燥;
③ 挡渣栓头部和导向杆进行组装使之固定,该方法具有生产效率高、成本低、效果好的特点,可提高生产效率200倍以上,产品强度提高50%,降低成本约30%,挡渣栓头部可制成空腔,填充不同比重的材料,以调节挡渣栓的比重,适用不同的钢渣条件3。
机压成型高效节能格子砖国外玻璃窑蓄热室配套优质耐火材料,是以碱性系列—镁砖、镁铬砖、镁铝砖、镁橄榄石砖等和高密度粘土砖系列产品组成,提高使用效率,使用寿命长。另一方面,从增加蓄热面积比、提高热交换率和格子砖砌筑的稳定性等因素考虑,研制新型结构的格子砖—采用砖厚40 mm烟通筒形砖或带弧形槽砖和十字砖等,提高热交换面积比40%左右(与编篮式条形结构相比较)。如日本、德国、美国等,已用优质碱性材料制作,高效节能异形格子砖在工业上配套使用。
采用40mm厚筒形砖,在蓄热室20-25分钟热交换间隔时间内,是处在最理想的热交换状态(这段时间间隔内单向有效热交换层深度为20mm),因此整个热交换周期,格子体内无中性热交换层。TL-型侧面开孔的筒形结构砖,砌筑方便、准确、又快又好,砖体砌筑后都支撑在相接砖端面上,稳定性好,单位容积内热交换面积比与传统条子砖结构相比,大幅度提高,从而增加热回收率。
碱性砖(特别是含MgO95%,97%的高级镁砖及镁铬砖)由于碱性材料脊性大,异形化难度大,要从成型和烧成工艺等方面研究解决,因此,优质碱性材料异形化方能实现蓄热室格子体的长寿命和高效节能目的。
产品材质采用优质系列配套碱性材料,结合低气孔粘土砖试制(用于格子体下部),重点在特异形砖设计,模具加工制造和脊性料成形工艺及小断面隧道窑烧成工艺,以形成一套比较完整的工艺和生产线,成品率可稳定在90%以上。研制和应用实践证明,薄壁特异形砖(筒形、十字形),不仅保留了原有优质碱性材料的理化性能,满足炉窑格子体的长期运行,而且从理论和实践上都证明新产品明显增加了格子体的换热比表面积,又改善了气流分布,提高了热效率,增加热回收,达到高效节能的目的,同时筒形、十字形砖砌筑方便,砖上、下接触几乎无悬挂部分,这对碱性材料更为重要,有利结构稳固,大大消除耐火材料下陷影响,从而延长制品的使用寿命1。
 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国