

概述
弧焊机器人主要应用于各类汽车零部件的焊接生产。在该领域,国际大弧焊机器人型工业机器人生产企业主要以向成套装备供应商提供单元产品为主。本公司主要从事弧焊机器人成套装备的生产,根据各类项目的不同需求,自行生产成套装备中的机器人单元产品,也可向大型工业机器人企业采购并组成各类弧焊机器人成套装备。在该领域,本公司与国际大型工业机器人生产企业既是竞争亦是合作关系。
系统组成一般的弧焊机器人是由示教盒、控制盘、机器人本体及自动送丝装置、焊接电源等部分组成。可以在计算机的控制下实现连续轨迹控制和点位控制。还可以利用直线插补和圆弧插补功能焊接由直线及圆弧所组成的空间焊缝。弧焊机器人主要有熔化极焊接作业和非熔化极焊接作业两种类型,具有可长期进行焊接作业、保证焊接作业的高生产率、高质量和高稳定性等特点。随着技术的发展,弧焊机器人人正向着智能化的方向发展。
弧焊机器人系统基本组成如下:机器人本体、控制系统、示教器、焊接电源、焊枪、焊接夹具、安全防护设施。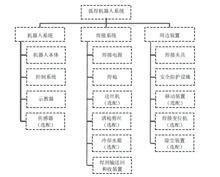
系统组成还可根据焊接方法的不同以及具体待焊工件焊接工艺要求的不同等情况,选择性扩展以下装置:送丝机、清枪剪丝装置、冷却水箱、焊剂输送和回收装置(SAW时)、移动装置、焊接变位机、传感装置、除尘装置等。
主要性能参数a) 系统轴数(联动轴与非联动轴总和)
b) 联动轴数
c) 外形尺寸及重量
d) 动力源参数及总功率
e) 机器人本体轴数
f) 焊接变位机轴数及结构形式
g) 移动装置轴数及结构形式
h) 机器人额定负载
i) 机器人重复定位精度
j) 机器人动作半径
k) 机器人空走速度
特点(1)稳定和提高焊接质量,保证其均一性。采用机器人焊接时,对于每条焊缝的焊接参数都是恒定的,焊缝质量受人的因素影响较小,降低了对工人操作技术的要求,因此焊接质量是稳定的。而人工焊接时,焊接速度、干伸长等都是变化的,因此很难做到质量的均一性。
(2)改善了工人的劳动条件。采用机器人焊接工人只是用来装卸工件,远离了焊接弧光、烟雾私飞溅等。
(3)提高劳动生产率。机器人没有疲劳,一天可24h连续生产,另外随着高速高效焊接技术的应用,使用机器人焊接,效率提高的更加明显。
(4)产品周期明确,容易控制产品产量。机器人的生产节拍是固定的,因此安排生产计划非常明确。
(5)可缩短产品换代的周期,减小相应的设备投资。可实现小批量产品的焊接自动化。机器人与专机的最大区别就是他可以通过修改程序以适应不同工件的生产1。
关键技术(1)弧焊机器人系统优化集成技术:弧焊机器人采用交流伺服驱动技术以及高精度、高刚性的RV减速机和谐波减速器,具有良好的低速稳定性和高速动态响应,并可实现免维护功能。
(2)协调控制技术:控制多机器人及变位机协调运动,既能保持焊枪和工件的相对姿态以满足焊接工艺的要求,又能避免焊枪和工件的碰撞。
(3)精确焊缝轨迹跟踪技术:结合激光传感器和视觉传感器离线工作方式的优点,采用激光传感器实现焊接过程中的焊缝跟踪,提升焊接机器人对复杂工件进行焊接的柔性和适应性,结合视觉传感器离线观察获得焊缝跟踪的残余偏差,基于偏差统计获得补偿数据并进行机器人运动轨迹的修正,在各种工况下都能获得最佳的焊接质量2。
 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国