

特点
冲压成型加工与其他加工方法相比,无论在技术方面,还是在经济方面,都具有许多独特的优点,主要表现在以下几方面:
(1)尺寸精度由模具来保证,所以加工出来的零件质量稳定、一致性好,具有”一模一样“的特征
(2)冲压成型可以获得其他加工方法所不能或难以制造的壁薄、质量轻、刚性好、表面质量高、形状复杂的零件;
(3)材料利用率高,属于少、无屑加工;
(4)效率高、操作方便,要求的工人技术等级不高;
(5)模具使用寿命长,生产成本低。
但是冲压成型加工也存在以下缺点:
(1)噪声和振动大;
(2)模具精度要求高、制造复杂、周期长、制造费用昂贵,因而小批量生产受到限制;
(3)如果零件精度要求过高,冲压生产难以达到要求。1
方法与分类根据材料的变形特点可将冲压成型工序分为分离工序和成型工序两大类。
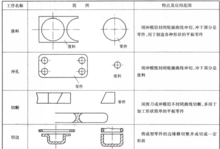
分离工序分离工序是指使坯料沿.一定的轮廓线分离而获得一定形状、尺寸和断面质量的冲压件的工序分离序的具体分类及特点见下表。

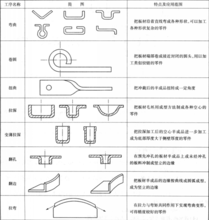
成型工序成型工序是指使坯料在不破裂的条件下产生塑性变形而获得一定形状和尺寸的冲压件的工序。成型工序的具体分类及特点见下表。

冲压常用金属材料的种类、性能和规格冲压常用金属材料的种类1)黑色金属
黑色金属包括普通碳素结构钢、优质碳素钢、合金结构钢、碳素T具钢、不锈钢、电工硅钢等。
对于厚度在4mm以下的轧制钢板,根据相关国家标准规定,钢板厚度的精度分为A(高级精度)、B(较高级精度)、C(普通精度)三级。
对优质碳素结构冷轧薄钢板,根据相关国家标准规定,钢板的表面质量可分为I(特别高级的精整表面)、II(高级的精整表面)、Ⅲ(较高级的精整表面)、IV(普通的精整表面)四组,每组按拉深级别又分为z(最深拉深)、S(深拉深)、P(普通拉深)三级。
2)有色金属
有色金属包括铜及铜合金、铝及铝合金、镁合金、钛合金等。
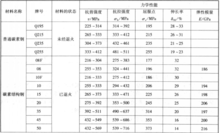
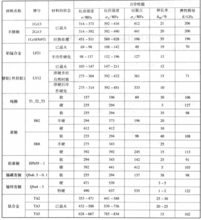
冲压常用金属材料的性能冲压常用金属材料的力学性能见下表
冲压常用金属材料的规格冲压用材料的形状有各种规格的板料、带料和块料。板料的尺寸较大,一般用于大型零件的冲压;对于中小型零件,多数是将板料剪裁成条料后使用。带料(也称为卷料)有各种规格的宽度,展开长度可达几千米,适用于大批量生产的自动送料,材料厚度很小时也可做成带料供应。块料只用于少数钢号和价钱昂贵的有色金属的冲压。1
特殊要求绝大多数传统技术可用于不锈钢的冲压成型,但不要忘记,冲压不锈钢所需的力要比冲压低碳钢所需的力大60%。显然,冲床的机架应能承受这么大的力才行。而且,解决划伤也很关键,特别是冲压不锈钢时的高摩擦力和高温所造成的划伤。常用的肥皂液或乳化液效果不好。水基冲压润滑剂是一种合成物,综合了多种润滑成份的优点,从而消除了传统润滑产品的不足。IRMCO 润滑剂是专业的冲压润滑剂,针对不同的冲压工艺,爱美可有着不同系列的产品。主要应用于工件成型过程中的凸模拉延、冲孔、冲裁、弯曲等工艺,可以完成最难的深冲凸模拉延。金属成型方面--模具,很薄的一层爱美可水基冲压润滑剂就可以保护模具,因此润滑剂用量会减少50%以上,而且避免了用量过多带来的浪费,还解决了车间整洁问题。模具在冲压过程中由于摩擦会产生热,这种高性能的润滑剂会自动粘着于受热的关键部位,保护模具,平均减少25%的模具抛光停机时间。焊接-组装,表面没有油的部件便于焊接和组装。研究和实践表明爱美可金属极惰性气体电弧焊,钨极气体保护电弧焊,电阻焊的应用上都有上佳结果。2
回弹处理应用ThinkDesign的compensator能对钣件进行快速的补偿面的构建,主要通过三种方式:
**1、**基于经验的回弹补偿:
2、基于CAE分析结果自动回弹补偿
3、基于测量点云的回弹补偿
 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国