

概念
在圆柱表面上沿着螺旋线形成的,具有相同剖面的连续凸起和沟槽称为螺纹。外表面上形成的螺纹叫外螺纹,内表面上形成的叫内螺纹。
螺纹的种类很多,按不同的分类方法可以将螺纹分为不同的类型。按用途可以分为连接螺纹和传动螺纹。按牙型可以分为三角形、方牙、梯形和锯齿形螺纹。按螺旋线方向又可以分为右旋螺纹和左旋螺纹。
螺纹的加工方法很多,主要有车、铣、攻丝、套丝、磨削、滚压等。它们各有不同的特点,必须根据零件的形状、尺寸、产量及技术要求等因素来选择。12
螺纹的技术要求螺纹也和其它类型的表面一样,具有一定的尺寸精度、形位精度和表面质量的要求。由于它们的用途和使用要求不一样,技术要求也有所不同。
(1)对于紧固螺纹和无传动精度要求的传动螺纹,一般只要求中径、外螺纹的大径、内螺纹的小径的精度。
(2)对于有传动精度要求或用于读数的螺纹,除要求中径和顶径的精度之外,还要求螺距和牙型角的精度。为了保证传动或读数精度和耐磨性,对螺纹表面的粗糙度和硬度等也有较高要求。3
螺纹加工方案的分析常用的螺纹加工方法有很多。在选择加工方法时,要考虑的因素较多,其中主要的是工件形状、螺纹牙型、螺纹的尺寸和精度、工件材料和热处理以及生产类型等等。
螺纹的常见加工方案见图1。3
车螺纹基本介绍车削螺纹是用螺纹车刀加工螺纹的传统加工方法,也是最常用的基本加工方法。这种方法所用的刀具、设备的通用性较大,可加工各种形状、尺寸及不同精度的内、外螺纹,特别适用于加工大尺寸的螺纹。其缺点是生产效率低,对工人的技术水平要求高,因此只适用于单件、小批量生产。如图2所示是车螺纹。1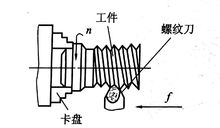
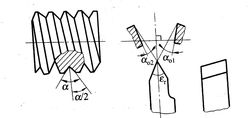
螺纹车刀及其安装为了使车出的螺纹形状准确,必须使车刀刃部的形状与螺纹轴向截面形状相吻合,即牙形角等于刀尖角。如图3所示,车三角形普通螺纹时,车刀的尖角 ,并且其前角
,并且其前角 才能保证工件 的牙形角,否则牙形角将产生误差。粗加工或螺纹要求不高的时候,其前角
才能保证工件 的牙形角,否则牙形角将产生误差。粗加工或螺纹要求不高的时候,其前角 可取
可取 。
。
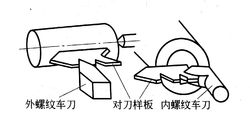
螺纹车刀夹装是否正确,对车出来的螺纹有很大影响。如图4所示,为了使螺纹牙形半角相等,必须用样板对刀,以保证车床的螺纹牙形两边对称。刀尖应与工件中心等高,否则,螺纹截面将有所改变。2
车床的调整螺纹的直径是通过横向进刀来控制的,螺距则由严格的纵向进给来保证。车螺纹时,工件每转一周,车刀必须必须准确的移动一个工件的螺距或者导程(单线螺纹为螺距,多线螺纹为导程),其传动路线简图如图5所示。为此应使用丝杠与开合螺母的传动来完成刀架的进给运动,在多次走刀的过程中,须保证车刀每次都落入已切出的螺纹槽内,否则会“乱扣”。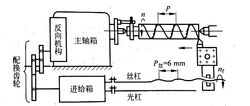
标准螺纹的螺距可以根据车床进给箱的标牌调整进给箱获得,与车外圆相比,车螺纹时的进给量特别大,主轴的转速应选择的低些。2
螺纹车削的方法与操作步骤下面以车外螺纹为例说明螺纹加工的方法和步骤,如图6所示,这种方法被称为正反车法,适用于加工各种螺纹。
螺纹的牙形是通过多次走刀形成的,车削螺纹的进刀方式主要有三种,如图7所示。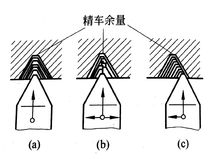
(1)直进法
即用中滑板垂直进刀,两个切削刃同时进行切削,此法适用于小螺距或最后精车。
(2)借刀法
即除用中滑板垂直进刀外,同时用小滑板使车刀左右微量进刀,只有一个刀刃切削,车削比较平衡,操作复杂,适用于塑性材料和大螺距大螺纹的粗车。
(3)斜进法
即除用中滑板横向进给之外,还用小滑板使车刀向一个方向微量进给,主要用于粗车。2
注意事项(1)选好车削用量。车螺纹的时候走刀速度较快,主轴的转速不易太高。
(2)工件和主轴的相对位置固定。
(3)若切削中途换刀,需重新对刀。
(4)为保证每次走刀时,刀尖都能正确落在已经车削过了的螺纹槽中,当丝杠的螺距不是零件螺距的整数倍时,不能再车削过程中打开开合螺母,应采用正反车法。
(5)车削螺纹时,禁止用手触摸工件(特别是内螺纹)和用棉纱擦拭旋转的螺纹。2
铣螺纹铣螺纹是在专门的螺纹铣床上用螺纹铣刀加工螺纹的方法。由于铣刀齿多、转速快、切削量大、故比车螺纹的生产率高。螺纹铣削的加工精度可达 ,表面粗糙度可达
,表面粗糙度可达 。
。
(1)盘状铣刀铣螺纹如图8所示,安装铣刀和工件的时候,铣刀轴线与工件轴线必须成一定角度(螺纹的螺旋升角)。盘状铣刀铣螺纹主要用于精度不太高、螺距较大的长螺纹的终加工和较精密螺纹的预加工。1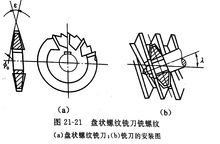
(2)疏状铣刀铣螺纹疏状螺纹铣刀的刀齿是做成环形的,在铣刀上开有直槽或斜槽,形成切削刃。用疏状螺纹铣刀铣螺纹,是在半自动螺纹铣床上进行的。工件装夹在机床的顶尖上或卡盘内,如图9所示,铣刀轴线和工件轴线平行。加工时铣刀快速移近工件,然后转入工作进给,在铣刀全长上刀齿同时参加切削工作。工件 一周的同时,铣刀应沿轴线移动一个螺距。考虑到切入深度,加工时工件需要旋转一周多一点,即铣刀轴向移动一个螺距多一点,即可切出全部螺纹。然后铣刀快速退回到原位。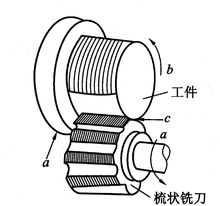
用疏状螺纹铣刀铣螺纹与普通车削螺纹相比,由于机动时间和辅助时间少,所以生产率高。且机床是半自动的,操作工人可以管理多台机床。由于机床操作简单,对工人技术水平要求也不高。1
用丝锥、板牙加工螺纹用丝锥加工内螺纹称为攻螺纹,丝锥结构如图10所示。从外形看丝锥似纵向开有沟槽(形成切削刃和容屑槽)、头部带有锥度(切削部分)的螺杆。攻螺纹前需要按照尺寸加工出螺纹低孔。板牙是加工活矫正外螺纹用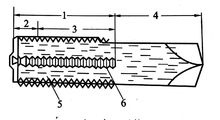 的刃具,其结构如图11所示。板牙外形像钻有三孔(形成切削刃和容屑槽)的螺母,且孔的端部具有
的刃具,其结构如图11所示。板牙外形像钻有三孔(形成切削刃和容屑槽)的螺母,且孔的端部具有 的锥角,以起到切削前引导定位的效果。用板牙加工螺纹又称套螺纹。
的锥角,以起到切削前引导定位的效果。用板牙加工螺纹又称套螺纹。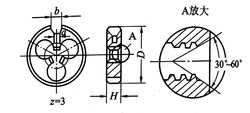
用板牙、丝锥加工螺纹可以在车床上进行也可以在钻床上进行。其特点是操作简单、生产效率高、加工费用低。但其加工精度不太高。1
磨削螺纹对于要求热处理的精密螺纹,需经磨削加工,才能保证螺纹的质量。最常见的是用单片砂轮进行磨削,如图12所示。单片砂轮磨削,砂轮按工件的螺纹旋向倾斜一个螺纹升角。磨削时,砂轮以 的速度作高速旋转,工件以
的速度作高速旋转,工件以 的速度作圆周进给运动,还以每转一周移动一个螺距的速度作轴向移动。这一过程一般需要走刀
的速度作圆周进给运动,还以每转一周移动一个螺距的速度作轴向移动。这一过程一般需要走刀 次,最后需要进行
次,最后需要进行 次空刀光磨。
次空刀光磨。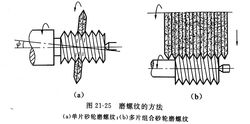
与其它方法相比,磨削螺纹加工精度高,表面粗糙度低,还能加工淬过火硬度高的螺纹,并能矫正淬火后的变形。对直径较小的工件,可在热处理后直接磨削出螺纹。1
滚压螺纹螺纹的滚压加工是在室温条件下,利用金属塑性变形采用的一种无屑加工方法。
(1)搓丝板滚压搓丝板由动板和静板组成,如图13所示。工作时,动版由机床移动块带动作直线往复运动,精板固定在机床的支座上,。工件在两块板之间被挤压与滚动,当动板形成结束的时候,搓丝板上凸出的螺纹逐渐压入工件表面,形成螺纹自动落下。1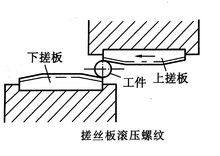
(2)滚丝轮滚压滚丝轮是成对使用的,安装在机床的两个互相平行的轴上,如图14所示。工作时,两轮同向等速旋转,工件放在两个轮之间的支架上,滚轮在带动工件旋转的同时,还作径向进给运动,使工件逐渐受压形成螺纹。滚轮工件进给至规定的尺寸后,即停止进给,并继续将工件磨光。随后退回到原来的位置,加工完成。1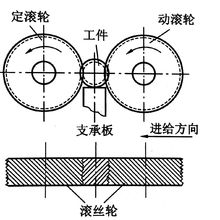
上述两种方法相比较,搓丝比滚丝生产效率高,但滚丝压力小。另外,滚丝轮的工作表面经过热处理后可以在螺纹磨床上进行精磨,而搓丝板在热处理后加工则比较困难,所以滚丝比搓丝所加工的螺纹精度高,表面粗糙度低。1
 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国