

复合模的分类
(1)冲裁类复合模如落料、冲孔复合模;切断、冲孔复合模等;
(2)成形类复合模如弯曲复合模、复合挤压模等;
(3)冲裁与成形复合模如落料、拉深复合模;冲孔、翻边复合模;拉深、切边复合模;落料、拉深、冲孔、翻边复合模等。
复合模的设计要点(1)复合模中必定有一个(或几个)凸凹模,凸凹模是复合模的核心零件。冲件精度比单工序模冲出的精度高,一般冲裁件精度可达到IT10~IT11。
(2)复合模冲出的制件均由模具型口中推出,制件比较平整。
(3)复合模的冲件比较复杂,各种机构都围绕模具工作部位设置,所以其闭合高度往往偏高,在设计时尤其要注意。
(4)复合模的成本偏高,制造周期长,一般适合生产较大批量的冲压件。
(5)设计复合模时要确保凸凹模的自身强度,尤其要注意凸凹模的最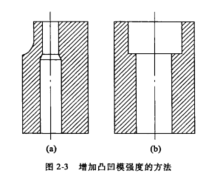 小壁厚。为了增加凸凹模的强度和减少孔内废料的胀力,可以采用对凸凹模有效刃口以下增加壁厚和将废料反向顶出的办法,如右图所示。
小壁厚。为了增加凸凹模的强度和减少孔内废料的胀力,可以采用对凸凹模有效刃口以下增加壁厚和将废料反向顶出的办法,如右图所示。
(6)复合模的推件装置形式多种,在设计时应注意打板及推块活动量要足够,而且两者的活动量应当一致,模具在开启状态推块应露出凹模0.2~0.5mm。
(7)复合模中适用的模柄有多种形式,压人式、旋入式、凸缘式、浮动式等均可选用,应保证模柄装入模座后配合良好,有足够稳定性,不能因为设置退料机构而降低模柄强度,或过大增大模具闭合高度1。
复合模优缺点相对其他冷冲压模具结构而言,它具有以下一些优点:(1)工件同轴度较好,表面平直,尺寸精度较高; (2)生产效率高,且不受条料外形尺寸的精度限制,有时废角料也可用以再生产。
它的缺点是:模具零部件加工制造比较困难,成本较高,并且凸凹模容易受到最小壁厚的限制,而使得一些内孔间距、内孔与边缘间距较小的下件不宜采用。
由于复合模本身所具有的一些优点较明显,故模具企业在条件允许的情况下,一般倾向于选择复合模结构。
腐蚀工艺复合模结构由于其生产效率高,工件尺寸精度好受到客户的欢迎;但同时也由于其凸凹模受到冲裁条件的限制而使得通常的加工工艺方法不尽如意。于是出现了一种新型的加工方法——腐蚀工艺,加工出来的棋具零部件完全符合技术要求。
加工工艺路线: 下料--车削(台阶)--划线--预打铝丝孔--热处理--精车--电加工(外形及内孔)--腐蚀(漏料孔)--清洗。
下料--车削(台阶)--划线--预打铝丝孔--热处理--精车--电加工(外形及内孔)--腐蚀(漏料孔)--清洗。
复合模零部件采取腐蚀工艺后,加工出的漏料孔壁光滑,尺寸一致,且最大限度地保证了刃口的强度。
注意事项(1)为节约用料可采用调头冲的方式,此时两支内导柱可只装在同一侧。
(2)冲凸位时,模具需要下死,可以在上夹板设计镶件或在下垫板与外脱板之间做限位。内脱料力与外脱料力要大,且外脱板要高出凸模板用来压料。切边冲,大凸包冲需固定在夹板,凸包附近的冲孔冲头要设计短一些,以保证材料拉动延展后再完成冲孔动作。
(3)设计对称产品的复合落料模时,可在多余边料处预先设计后工序起防反作用的定位孔。
(4)为防止模具装配反,导致冲压时模具爆裂,导柱需设计防呆方式。
 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国