

表面粗糙度
零件表面不论加工得多么精细,在放大镜或显微镜下观察,总会看到高低不平的状况,高起的部分称为峰低凹的部分称为谷。加工表面上的具有的较小间距和峰谷所组成的微观几何结构形状特性称为表面粗糙度。
表面粗糙度的符号和代号表面粗糙度用代号标注在图样上。代号由符号、数字及说明文字组成。国家标准GB/T131—1993《机械制图 表面粗糙度符号、代号及其注法》规定了零件表面粗糙度符号、代号及其在图样上的注法。图样上所标注的表面粗糙度符号、代号是该表面完工后的要求。有关表面粗糙度的各项规定应按功能要求给定。若仅需要加工但对表面粗糙度的其他规定没有要求时,可以只注表面粗糙度符号1。
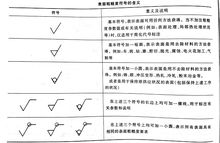
零件的表面粗糙度符号
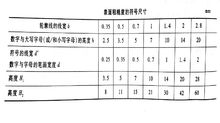
表面粗糙度符号及其含义见下图1,符号画法见下图2,符号尺寸见下图3
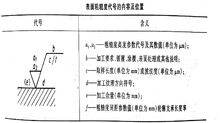
2.表面粗糙度代号
代号由符号和在各规定位置上标注的参数值及其他有关要求组成。代号各部位内容见下图:
3.表面粗糙度参数值的标注
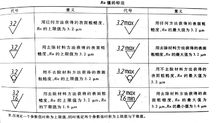
表面粗糙度高度参数轮廓算术平均偏差Ra值的标注见下图。
Ra值在代号中用数值表示,单位为μm。由于Ra是最常用的一种高度参数,数值前不必书写参数代号Ra。
当允许在表面粗糙度参数的所有实测值中超过规定值的个数少于总数的16%时,应在图样上标注表面粗糙度参数的上限值和或限值。当要求在表面粗糙度参数的所有实测值中不得超过规定值时,应在图样上标注表面粗糙度参数的最大值或最小值1。
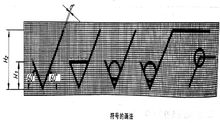
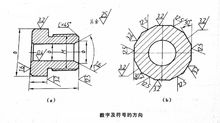
代号在图样上的标注方法表面粗糙度代号一般应注在可见轮廓线、尺寸界线、引出线和它们的延长线上(符号尖端应顶住相应的线,不得留有空隙);镀涂表面可注在表示线(粗点画线)上。符号的尖端必须从材料外指向表面,如下图所示,。表面粗糙度代号中数字及符号的方向必须按下图所示的规定标注。
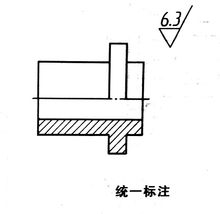
当零件所有表面具有相同的表面粗糙度要求时,其代号可在图样的右上角统一标注,如下图所示:
极限与配合对零件功能尺寸的精度控制是重要的技术要求。控制的办法是限制功能尺寸不超过设定的最大极限值和最小极限值。相配合的零件(如轴和孔)各自达到技术要求后,装配在一起就能满足所设定的松紧程度和工作精度要求,保证实现功能并保证互换性。
互换性是指一批相同零件中的任意零件都应当不经挑选和修配就能装到机器上且满足功能的性质。
标准化是互换性的保证。国家标准GB/T 1800.1—1997、GB/T 1800.2—1998,GB/T 1800.3—1998和GB/T 1800.4—1999等对尺寸极限与配合分别作了基本规定。现主要介绍如下。
极限以下图所示的相配合的一轴一孔为例进行说明,其中对轴和孔的尺寸变动部分都进行了夸大。

1.基本尺寸
基本尺寸是在设计时根据零件的结构、力学性质和加工等方面要求确定的尺寸。在国家标准《极限与配合 基础》中定义为通过它应用上、下偏差可算出极限尺寸的尺寸。基本尺寸可以是一个整数或一个小数值。
2.实际尺寸
通过测量获得的某一孔、轴的尺寸。
3.极限尺寸
一个孔或轴允许的尺寸的两个极端。实际尺寸应位于其中,也可以达到极限尺寸。
配合基本尺寸相同的,相互结合的孔和轴公差带之间的关系称为配合。
间隙和过盈
间隙:孔的尺寸减去相配合的轴的尺寸之差为正。
过盈:孔的尺寸减去相配合的轴的尺寸之差为负。
配合的分类
配合分为三类:
(1)间隙配合
(2)过盈配合
(3)过渡配合
基孔制配合和基轴制配合
为了实现孔、轴之间不同松紧程度的配合(特别是一孔与多轴或一轴与多孔配合时),可以采用两种不同的方法,形成两种制度。
(1)基孔制配合
(2)基轴制配合
国家标准规定,一般情况下选用基孔制配合。基孔制配合可以减少加工孔用的定制刀具和量具的规格,减少加工工作量,降低成本。当必要时或采用基轴制配合有明显优点时可采用之。
形状和位置公差基本术语(1)要素
要素是指零件上的特征部分——点、线或面。要素可以是实际存在的零件轮廓上的点、线、面。也可以是由实际要素取得的轴线或中心平面等。
(2)被测要素
给出了形位公差要求的要素。
(3)基准要素
用来确定被测要素方向或(和)位置的要素。
(4)公差带
限制被测要素变动的区域,公差带有形状、方向、位置、大等属性。公差的主要形状有:两等距直线之间的区域、两等距平面之间的区域、圆内的区域、两同心圆之间的区域、圆柱面内的区域、两同轴圆柱面之间的区域、球内的区域、两等距曲线之间的区域和两等距曲面之间的区域等1。
公差特征项目与符号国家标准规定了14个形位公差特征项目,每一个项目用一个符号表示,见下图:

其他技术要求一般技术要求a.零件去除氧化皮。
b.零件加工表面上,不应有划痕、擦伤等损伤零件表面的缺陷。
c.去除毛刺飞边。
切削加工件要求:加工后的零件不允许有毛刺;加工的螺纹表面不允许有黑皮、磕碰、乱扣和毛刺等缺陷。
热处理要求:调质、正火、淬火回火。
装配要求:进入装配的零件及部件(包括外购件、外协件),均必须具有检验部门的合格证方能进行装配。
表面处理:发蓝、阳极化、镀铬。
零件棱边要求锐边倒顿、倒角C1.5。
 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国