

定义
定位销,以工件孔作为定位基准,参与限制物体自由度的零件,控制物品在X 、Y 、Z 三个轴向的直线运动,和绕着X、 Y 、Z的旋转运动的六个自由运动度。在由两部分或更多部分构成的模具中,使模具相邻两部分准确定位而设计的销。
应用当机体由多个零件联接而成,而各个部分又需在加工装配时保持精确位置时,应采用定位销定位。如剖分式箱体由机盖和机座组成,其上轴承孔的加工具有较高的精度要求,因此在设计时,应在剖分面上设置两个相距较远的定位销,以保证其加工装配精度。1
分类及标准根据其结构不同可分为:小定位销、固定式定位销、可换式定位销和定位插销。
小定位销标准:GB 2202— 80
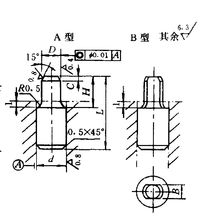 材料:T8 按 GB 1298—86《碳素工具钢技术条件》。
材料:T8 按 GB 1298—86《碳素工具钢技术条件》。
热处理:HRC55~60。
其他技术条件:按 GB 2259—80《机床夹具零件及部件技术条件》2
固定式定位销标准:GB 2203—80
材料:D≦18mm T8 按 GB 1298—86《碳素工具钢技术条件》;
D≧18mm 20 按GB 699—88《优质碳素结构钢钢号和一般技术条件》。
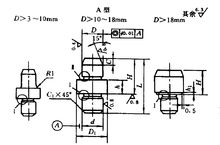 热处理:T8 HRC55~60;20 渗碳深度0.8~1.2mm,HRC55~60。
热处理:T8 HRC55~60;20 渗碳深度0.8~1.2mm,HRC55~60。
其他技术条件:按 GB 2259—80《机床夹具零件及部件技术条件》。2
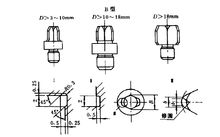
可换式定位销标准:GB 2204—80
材料:D≦18mm T8 按 GB 1298—86《碳素工具钢技术条件》;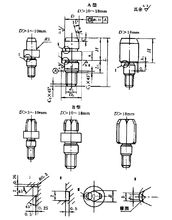
D≧18mm 20 按GB 699—88《优质碳素结构钢钢号和一般技术条件》。
热处理:T8 HRC55~60;20 渗碳深度0.8~1.2mm,HRC55~60。
其他技术条件:按 GB 2259—80《机床夹具零件及部件技术条件》。2
定位插销标准:GB 2205—80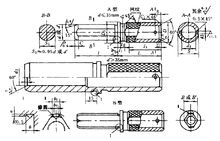
材料:D≦10mm T8 按 GB 1298—86《碳素工具钢技术条件》;
D≧10mm 20 按 GB 699—88《优质碳素结构钢钢号和一般技术条件》。
热处理:T8 HRC55~60;20 渗碳深度0.8~1.2mm,HRC55~60。
其他技术条件:按 GB 2259—80《机床夹具零件及部件技术条件》。2
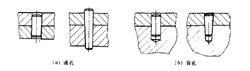
定位销合理结构为了保重证装后两零件间相对位置的精度,常采用圆柱销或圆锥销定位,所以对销及销孔要求较高。为了加工销孔及销子方便,在可能的条件下,将销孔尽量做成通孔,如图(a)所示。3
 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国