

详细信息
钢筋弯曲机属于一种对钢筋弯曲机结构的改进。本实用新型包括减速机、大齿轮、小齿轮、弯曲盘面,其特征在于结构中:双级制动电机与减速机直联作一级减速;小齿轮与大齿轮啮合作二级减速;大齿轮始终带动弯曲盘面旋转;弯曲盘面上设置有中心轴孔和若干弯曲轴孔;工作台面的定位方杠上分别设置有若干定位轴孔。由于双级制动电机与减速机直联作一级减速,输入、输出转数比准确,弯曲速度稳定、准确,且可利用电气自动控制变换速度,制动器可保证弯曲角度。利用电机的正反转,对钢筋进行双向弯曲。中心轴可替换,便于维修。可以采用智能化控制。国外品牌都是贴牌生产 很少是全套进口 据调查所知 很多国外大牌都是国内生产商生产。1
操作规程一、检查机械性能是否良好、工作台和弯曲机台面保持水平;并准备好各种芯轴工具挡。
二、按加工钢筋的直径和弯曲机的要求装好芯轴,成型轴,挡铁轴或可变挡架,芯轴直径应为钢筋直径的2.5倍。
三、检查芯轴,挡块、转盘应无损坏和裂纹,防护罩紧固可靠,经空机运转确认正常方可作业。
四、作业时,将钢筋需弯的一头插在转盘固定备有的间隙内, 另一端紧靠机身固定并用手压紧,检查机身固定,
另一端紧靠机身固定并用手压紧,检查机身固定,
确实安在挡住钢筋的一侧方可开动。
五、作业中严禁更换芯轴和变换角度以及调速等作业,亦不得加油或清除。
六、弯曲钢筋时,严禁加工超过机械规定的钢筋直径、根数及机械转速。
七、弯曲高硬度或低合金钢筋时,应按机械铭牌规定换标最大限制直径,并调换相应的芯轴。
八、严禁在弯曲钢筋的作业半径内和机身不设固定的一侧站人。弯曲好的半成品应堆放整齐,弯钩不得朝上。
九、转盘换向时,必须在停稳后进行。
十、作业完毕、清理现场、保养机械、断电锁箱。2
技术指标
|| ||
技术要求安全要求手工弯曲成形安全要求:
1.用横口扳子弯曲粗钢筋时,要注意掌握操作要领,脚跟要站稳,两脚站成弓步,搭好板子,注意板锯,板口卡牢钢筋,弯曲时用力要慢,不要用力过猛,防止板子扳脱,人被甩倒。
2.不允许在高处或脚手架上弯曲粗钢筋,避免因操作时脱扳造成高处坠落。
机械弯曲成形安全要求:
1.在机械正式操作前,应检查机械各部件,并进行空载试运转正常后,方能正式操作。
2.操作时注意力要集中,要熟悉工作盘旋的方向,钢筋放置要和挡架、工作盘旋转方向相配合,不能放反。
3.操作时,钢筋必须放在插头的中、下部,严禁弯曲超截面尺寸的钢筋,回转方向必须准确,手与插头的距离不得小于200mm。
4.机械运行过程中,不准加油和清扫,严禁更换芯轴、销子和变换角度等。
注意事项1、作业时,将钢筋需弯的一头插在转盘固定备有的间隙内,另一端紧靠机身固定并用手压紧,检查机身固定,确实安在挡住钢筋的一侧方可开动。
2、作业中严禁更换芯轴和变换角度以及调速等作业,亦不得加油或清除。
3、弯曲钢筋时,严禁加工超过机械规定的钢筋直径、根数及机械转速。
4、弯曲高硬度或低合金钢筋时,应按机械铭牌规定换标最大限制直径,并调换相应的芯。1
产品型号1、钢筋弯曲机 GW40
2、钢筋弯曲机 GW50
3、钢筋弯曲机 GW60
4、钢筋弯箍机 GF16
5、钢筋弯箍机 GF20
6、钢筋调直切断机 GT10B(4-10)
7、手动小型钢筋调直机 GT4-12
8、液压钢筋调直切断机 YGT4-14
9、机械钢筋调直切断机 GT4-14
钢筋弯曲机用途:适用于建筑工程上各种普通碳素钢、螺纹钢等加工成工程所需的各种几何形状。GW40型钢筋弯曲机,由于其结构简单、工作可靠、操作灵敏,可使6-40毫米或6-50毫米的钢筋弯成桥梁、建筑工程中所需要的各种形状,所以深受建筑、桥梁的预制厂和建筑工地操作工人的欢迎。
工作原理1、蜗轮蜗杆式钢筋弯曲机
构造:蜗轮蜗杆式钢筋弯曲机主要有家家、电动机、传动系统、工作机构(工作盘、插入座、夹持器、转轴等)及控制系统等组成。机架下装有行走轮、便于移动。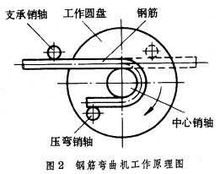 工作原理:电动机动力经V带轮、两对直齿轮及蜗轮杆减速后,带动工作盘旋转。工作盘上一般有9个轴孔,中心孔用来插中心轴,周围的8个孔座,各有6个孔,用来插入挡铁轴。为了便于移动钢筋,各工作台的两遍还设有送料辊。工作时,根据钢筋弯曲形状,将钢筋平方在工作盘中心轴和相应的成形轴之间,挡铁轴的内侧。当工作盘转动时,钢筋一端被挡铁轴阻止不能转动,中心轴位置不变,而成形轴则绕中心轴作圆弧转动,将钢筋推弯。
工作原理:电动机动力经V带轮、两对直齿轮及蜗轮杆减速后,带动工作盘旋转。工作盘上一般有9个轴孔,中心孔用来插中心轴,周围的8个孔座,各有6个孔,用来插入挡铁轴。为了便于移动钢筋,各工作台的两遍还设有送料辊。工作时,根据钢筋弯曲形状,将钢筋平方在工作盘中心轴和相应的成形轴之间,挡铁轴的内侧。当工作盘转动时,钢筋一端被挡铁轴阻止不能转动,中心轴位置不变,而成形轴则绕中心轴作圆弧转动,将钢筋推弯。
由于规范规定,当作180°弯钩时,钢筋的圆弧弯曲直径应不小于钢筋直径的2.5倍。因此,中心轴也相应地制成16~100mm共9种不同规格,以适应弯曲不同直径钢筋的需要。2
2、齿轮式钢筋弯曲机
构造:齿轮式钢筋弯曲机主要由几家、电动机、齿轮减速器、工作机构及电气控制系统等组成。它改变了传统的蜗轮蜗杆传动,并增加了角度自动控制机构及制动装置。
工作原理:齿轮式钢筋弯曲机由一台带制动的电动机为动力,带动工作盘旋转。工作机构左、右两个插入座可通过手轮无极调节,并和不同规格的钢筋弯曲成形。角度的控制是由角度预选机构和几个长短不一的限位销相互配合而实现的。当钢筋被弯曲到预选角度,限位销触及行程开关,使电动机停机并反转,恢复到原位,完成钢筋弯曲工序。此外,电器控制系统还具有点动、自动状态、双向控制、瞬时制动、事故急停急系统短路保护、电动机过热保护等特点。
3、钢筋弯箍机
构造:钢筋弯箍机是适合弯制箍筋的专用机械,弯曲角度可任意调节,其构造和弯曲机相似。
工作原理:电动机动力通过一双带轮和两队直齿轮减速,使偏心圆盘转动。偏心圆盘通过偏心铰带动两个连杆,每个连杆又铰接一根齿条,于是齿条沿滑道作往复运动。齿条又带动齿轮使工作盘在一定角度内作往复回转运动。工作盘上有两个轴孔,中心孔插中心轴,另一插孔成行轴。当工作盘转动时,中心轴和成形轴都随之转动,个钢筋弯曲机同一原理,能将钢筋弯曲成所需的箍筋。
4、液压式钢筋切断弯曲机
液压式钢筋切断弯曲机是运用液压技术对钢筋进行切断和弯曲成形的两用机械,自动化程度高,操作方便。
构造:液压式钢筋切断弯曲机主要有液压传动系统、切断机构、顽固机构、发动机、机体等组成。
工作原理:由一台电动机带动两组柱塞式液压泵,一组推动切断用活塞;另一组驱动回转液压缸,带动弯曲工作盘旋转。
切断机构的工作原理:在切断活塞中间装有中心阀柱及弹簧,当空转时,由于弹簧的作用,使中心阀柱离开液压缸的中间油孔,高压油则从此也经偏心轴道流回油箱。在切断时,一人力推动活塞,使中心阀柱堵死液压缸的中心孔,此时由柱塞泵来的高压油经过油阀进入液压缸中,产生高压推动活塞运动,活塞带动切刀进行切筋。此时压力弹簧的反推力作用大于液压缸内压力,阀柱便退回原处,液压油又沿中心油孔的油路流回油箱。切断活塞的回程是依靠板弹簧的回弹力来实现。1
钢筋弯曲机使用方法1、在被检验的金属线材上截取长200-250mm的一段,进行矫直,矫直时不得损伤线材表面。
2、按照参数表中线材直径大小选择夹片圆弧半径r,夹片圆弧顶部至拨杆底面的距离b,以及拨杆孔Φ,每付夹片上都打印了圆弧半径数字以供选择,距离b是通过摇臂上的三个孔调节拨杆的位置得到的,以下往上依次35、50、75拨杆孔Φ可根据拨杆上孔周围打印的数字辨别。
3、主拨杆上有相互垂直的四个孔,调正拨杆的方向可得到你所需要的孔位,当使用有螺纹一端的孔时,应将轴套套上,使用另一端孔时应将轴套取掉,以保证线材处于弯曲中心线上。
4、将摇臂处于垂直位置,并以此作试验的起始状态,将试样先穿入两夹片中底板的孔内,然后垂直向上从拨杆的下部穿过拨杆孔再穿入上夹至顶部,转动上夹头手柄把线材上端的夹紧。
5、用手把上夹头往下按15-25mm后稳住(粗的线材距离应使线材具有15-25公斤左右的拉紧力)转动主夹片手柄将下端夹紧进行弯曲。
6、弯曲试样时,应使用较均匀的速度(约1次/秒)。
7、弯曲记数是从起始位置向右弯曲90°,试样再返回至起始位置为第一次,再向左弯曲90°,试样再反回至起始位置为第二次,以此类推至试样折断为止,试样折断的最后一次弯曲不计。
8、长期使用后夹片的圆弧表面若出现压伤之痕迹应更换夹片。
9、油杯及有相对滑动处应经常加油,保持润滑。
10、使用后应擦拭干净并涂上防锈油以防锈蚀。
11、安装:机器应安装在工作台边沿,并使转动手柄伸在工作台外,安装螺丝为三颗M8螺丝,在两夹片之中的底板上有一Φ10的孔,工作台上也应钻出孔以使线材在孔中自由穿过。3
 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国