

三日入厨下,
洗手作羹汤。
未谙姑食性,
先遣小姑尝。
这是唐代诗人王建的《新嫁娘词》。写的是嫁过来的新媳妇,在第三日要下厨房做饭的习俗。这实际上是婆婆(即诗中的姑)对新媳妇的一次考试。所以新媳妇必须小心应对,要先请小姑子品尝以后再端上饭桌。
在我的故乡山西,面食是日常过日子最普通的食品。所以在那里,第三日新媳妇下厨,不是做羹汤,而是要做一顿手擀面供全家吃。正因如此,在姑娘出嫁前,妈妈一般总要认真教孩子怎样做饭,特别是如何做面条。
说起擀面条,要求把面和得硬软合度、把面擀得厚薄均匀、切得宽窄一律,并且要一气呵成,还是需要一点技巧的。特别是,从前有早婚的习俗,对于有十多口人一起吃饭的大家庭,对于一个 早出嫁的十五六岁的小姑娘一口气把这些事做完,还是有相当大的难度的。
把面和好后,适当放置一个时间。然后把面块揉成一个面坨。这时就可以用擀面杖去擀了,先是把面坨擀开,等达到一定厚度就需要把擀开的面卷在擀面杖上在案板上来回擀。擀一阵打开,撒一些干面,以免各层之间粘连。对于一两个人的面条,如图1左边。用一根短的擀面杖,把面擀成圆形就可以了,而对于许多人吃饭,就要用长擀面杖和大案板,像图1右边那样把面擀成长宽带状。

图1 擀面条
擀面条的关键是要求面皮擀得厚薄均匀。这就要求对擀面杖施加的压力均匀,并且要随时调整对擀面杖的压力。在面皮较厚的部分适当增加压力,而比校薄的地方适当减小压力。需要特别提醒的是,像图1左边那样擀作圆形面皮时,卷在擀面杖上的面皮,中间比较厚。这时,即使擀面杖受的压力是均匀的,实际擀出来还会是中间薄边上厚。就会出现如图2那样面皮中间薄而鼓起的情形,继续擀下去还会出现折叠起皱。这时需要特别注意,使擀面杖的边上得到压力,最好是擀面杖一头施压,另一头放松,然后再在另一头施压,来回交替。

图2
总结以上擀面条的过程,实际上是靠一根圆柱形的擀面杖施加压力后来回滚动,便面坨产生永久变形,将面坨逐渐压薄成为面皮的薄片。
现在我们将这个过程引申一下,来看一看工业上金属板材的生产。在工程和日常用具中,钢板、铝或铜板等金属板材到处可以看到,它们的生产也和我们擀面条的过程类似,也是用一根或多根圆柱形的滚子,称为轧辊,去不断碾压胚料使之逐渐变薄成为厚度均匀的板材。
不过轧制金属板材毕竟不是擀面条,虽然原理相似,但技术要复杂得多。
**第一,金属不像面那样软,特别像钢那样的金属,要把它轧薄,使金属产生永久变形,需要很大的压力。**这个力称为轧制力,有时可以达到数百吨乃至千余吨。擀面条,只要往擀面杖上加一点力,面就可以压薄,产生可观的永久变形。现在在这样大的轧制力作用之下不能使用案板,因为再厚重的板也经不住那样大的轧制力,而只能使用一对轧辊来挤压,即擀金属皮的那根"擀面杖"变为两根一上一下相对滚动。在这样大的轧制力下轧辊也会产生可观的变形。就是说,轧辊一旦轧上 金属,轧辊自己就会产生可观的弯曲变形,而且轧辊的这种变形,只允许弹性变形,一旦轧制力消失,轧辊便恢复原来的形状。要是轧辊弯曲,可以想象轧出来的板厚度就不会是均匀的,而必然是中间厚两边薄。为了克服这个问题,人们想出了两种办法:
一种是让没有轧板的轧辊,中间略微凸出,这样在轧板时由于巨大的轧制力的作用使轧辊变形,结果它与板接触的地方正好变得平直(图3)。

图3 左:未轧制时的轧辊;右:轧制时的轧辊
另一种是在轧辊与板接触的另一侧装置一个更粗的圆柱,并且伴随轧辊一起转动。这样轧辊便不会弯曲。
**第二,擀面条的面皮虽然厚薄越是均匀越好,但并没有严格的规定,厚一点薄一点,一样吃。轧板可不然,它的厚度有一定的规定。**最精细的厚度误差值允许上下不超过0.04mm超过允许误差即要报废。这还不算,产品不允许有不平、起皱(波浪或瓢曲)、疤痕、裂纹、鼓包、卷边、划伤等瑕疵。
**第三,擀面条总是在室温下作业,而轧制薄板就不一定了。**我们知道金属加温到一定程度后就会软化,这样为了减小轧制力,有时需要把被轧制的胚料加温,在这种条件下轧制称为热轧。而在常温下轧制称为冷轧。对于热轧又需要一套加热的设备,要使胚料热的均匀,温度又要控制在一定范围内。

图4
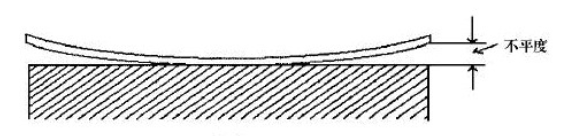
图5 板材的不平
总之,为了轧制一批合格的金属薄板,需要认真精确地科学计算和研究。首先是估算轧制力,由于不同的金属在不同的温度、不同的一次压下量、不同的轧辊直径下,轧制力就会表现不同。正确估算轧制力,又需要研究金属在不同应力和不同温度之下的变形与应力之间的关系,还要根据经验总结得到有适当精度的经验公式。其次,需要在给定的轧制力之下准确计算轧辊的变形。还要估算轧辊的寿命。轧辊在那样大的轧制力之下连续工作,寿命是有一定限度的,需要随时更换,更换得太快不经济,更换的不及时会由于轧辊自己的缺陷轧出大量废品。所以,一个设计或实际进行轧制的工程师需要熟悉塑性力学和弹性力学。不仅如此,对于轧制板材的厚度、不平度以及各种轧制参数随时监测,以便控制质量。
前面我们从擀面条说到工业上轧制薄板,现在我们再回过头来说面条。工业的发展,又为面条的改进提供了广阔的天地。原来意大利面条也是用手工制作的,由于有了机器,后来就出现了等粗细、不同截面的意大利面条,种类之多据说有数百种,特别是出现了中空的通心粉。制作意大利面条,要使生面团在高压驱动下穿过塑形器,形成不同形状和不同大小的意大利面。意大利面的塑形器的特殊设计可以充分的减少由压强和摩擦产生的热,以防止面条在加工过程中的变形和粘贴。长条形的意大利面在塑形后由高压气体迅速冷却,短小的意大利面则通过振动干燥器来分散。
说到不同截面的意大利面条,不能不联想到轧钢技术。人们为了各种不同的用途,把钢材制成不同截面的型材,如圆钢、扁钢、工字钢、角钢、钢轨、无缝钢管等等,生产这些不同的型材,需要用不同形状的轧辊来轧制,这和生产不同截面的意大利面条有点类似。和前面擀面条与轧制钢板的比较类似,与制作意大利面条相比,意大利面条是通过挤压成形,而型材需要轧制,并且轧制力大、精度高、有时还需要热轧。
其实,可以说面食的制作就是机械加工的某种原型。前面说的板材和型材的生产与面条的制作有点类似,制作拉面需要把面团拉长,而制作金属丝则要对金属进行冷拔;制作螺丝经常是一次性的机械搓制,制作像鱼鱼、猫耳朵和莜面栲栳栳也需要用手或拇指搓制。栲栳栳需要在案板上将小莜面团一揉、一搓,再往手指上一绕,就形成一卷卷的莜面栲栳栳。制作花色繁多的月饼或花馒头,都需要一种特定的模子。而许多机械加工正是使用模锻或模压完成的。
俗话说熟能生巧,经验丰富的面食厨师,对于面团受力后的变形反应得心应手。近代的食品工业,为了提高生产效率和改进产品品质,尚且需要更准确地掌握面团在不同温度、不同含水比例下的应力应变关系和它随时间变形的性质。而要成为机械加工的熟练的工程师,就更需要对金属的力学性质了然于胸。
进一步从理论上来说,关于轧制金属板材和型材以及模压和模锻的理论还是有待研究的领域。对于如何得到优质产品和提高生产效率,如何避免残次品的规律人们有时还远没有达到自由的地步。


 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国