

电池箱在新能源汽车结构中占据了重要的位置。在为新能源汽车提供了有效的能源以及动力的同时,由于单个电池的电荷相对较小,需要的数量大,造成电池箱总成过重,从而会影响汽车的加速性能和能达到的最高车速。
目前电池箱总成本身占据了汽车总重的30%~35%,由于电池箱总成本身消耗了大量的电池效能,因此减轻电池箱的重量已经成为新能源汽车发展的当务之急。
由于电动汽车的电池箱一直采用耐疲劳性能极好的钢质材料来制造,并且应用开发技术已日趋成熟。有专家研究在不同工况下点多汽车电池箱的强度分析,并对电池箱局部进行优化设计和改进,改善了局部结构上的应力集中情况,使结构强度得到提升。

虽然专家们都对电动汽车电池箱结构进行了优化,但却依然改变不了减少电池箱自身重量过重的事实,用金属材料设计的电池箱不仅自身重量大,浪费汽车能源的利用率,同时与碳纤维等复合材料相比,其强度、密封性低也成了重要缺陷。
近年来,碳纤维复合材料以其质量轻、比强度高、比刚度高并且可一体化设计等特点,在汽车工业方面已经得到非常广泛的应用。挪恩复材很早就开展了碳纤维汽车方面的应用,经过不断研究后发现,电动汽车电池箱体过重的难题,可通过碳纤维来尝试解决。
自宝马在i3和i8系列车型上大量使用碳纤维材料,碳纤维材料真正成为了汽车轻量化的一个重要方向。已经存在的应用形式中,汽车上的应用主要包括以下几类:结构件、车身及车身部件、发动机盖下部件、车内装饰部件等。针对动力电池包的轻量化,文献中有一些研究设计方法,真正大量应用尚未出现,除了技术,一个主要原因是成本。
1、碳纤维材料基本参数
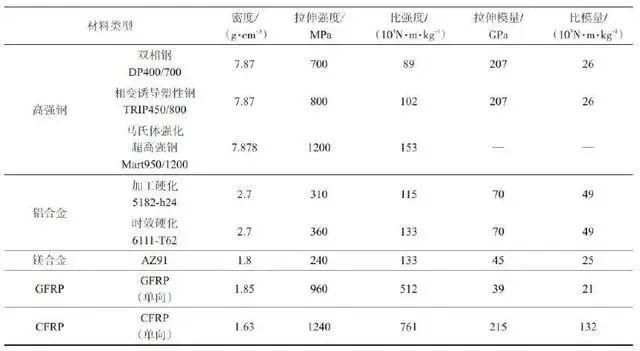
碳纤维复合材料的密度一般不超过2g/cm3,而钢的密度为7.8g/cm3。碳纤维复合材质与高强度刚、铝合金、镁合金、玻璃纤维复合材质主要性能参数对比,如下表所示。
在2010年,碳纤维成本超过30美元/kg,而低碳钢的成本不到1美元/kg,铝合金为(2.4~2.6)美元/kg。下图是搜索到的截止到2016年9月的碳纤维价格信息,单位是人民币,价格仍然比较高。
2、碳纤维的分类
碳纤维,指由有机纤维或低分子烃气体原料在气氛中经高温(1500℃)碳化而成的纤维状化合物,其碳含量在90%以上。它即具有碳材质的原有属性,还具备纤维材料的柔软可加工性。耐热性好、热膨胀系数性低,热导率高,还具备导电性和良好的耐一般酸碱性。
碳纤维按照原料来源可以分为聚丙烯腈基碳纤维(PolyacrylonitrileCarbonFiber,PANCF),沥青基碳纤维(PitchCarbonFiber),黏胶基碳纤维(RayonCarbonFiber);按力学性能分,可以分为通用级(GP)碳纤维、高性能级(HP)碳纤维、高强度(HS)碳纤维、高模量(HM)碳纤维、超高强度(UHS)碳纤维、超高模量(UHM)碳纤维。
按照碳纤维发挥的作用分,可以分成受力结构用碳纤维,耐焰用碳纤维,导电用碳纤维,润滑用碳纤维,耐磨用碳纤维,活性炭碳纤维等。汽车或者电池包适用的碳纤维材料,多数都是受力结构用碳纤维。
碳纤维产品分类,碎屑、短纤维、长纤维、连续纤维、编制布、织管;
由于聚丙烯腈基碳纤维在强度上要优于沥青基和黏胶基碳纤维,在全世界的碳纤维生产中占有90%以上的比例。聚丙烯腈原丝经过预氧化处理、炭化和在尽可能高的温度下热处理制成的炭纤维,一般所说碳纤维,指的就是它。
碳纤维原丝的制备,是一个环节多,冗长复杂的化学过程,距离我们的应用也比较远,搁置不表。直接来到碳纤维复合材料的成型。

3、碳纤维复合材料成型工艺
复合材料是由两种或两种以上物理和化学性质不同的物质组合而成的一种多相固体材料。碳纤维复合材料则是把碳纤维作为增强成分添加到基材中,形成的一类复合材料。
我们在汽车上常见的树脂基材碳纤维复合材料,基材可以分成热固性和热塑性两类:
热固性树脂(hermoset):环氧树脂(Epoxy),乙烯酯树脂(VinylEster),不饱和聚酯树脂(UnsaturatedPloyester),酚醛树脂(Phenolic);
热塑性树脂(Thermoplastic):PE,PP,PVC,PA;
成型工艺,是将原材料转化为结构件的关键工艺步骤,复合材料在汽车上的应用离不开成型工艺的发展。碳纤维复合材料的加工成型工艺很多,不同的成型加工技术对制品的性能会带来较大的影响。
目前常用的车用碳纤维复合材料加工成型工艺主要有:手糊成型(HandLaying-up)、喷射成型(SprayMoulding)、团状模塑料(DoughMoldingCompound,DMC)成型、片状模塑料(SheetMoldingCompound,SMC)成型、层压成型(LaminationProcess)、树脂传递模塑成型(ResinTransferMolding,RTM)、缠绕成型(WindingProcess)、反应注射成型(ReactionInjectionMolding,RIM)和拉挤成型(PultrusionProcess)等。
常见工艺过程,连续纤维增强复合材料的材料成型一般与制品的成型同时完成,再辅以少量的切削加工和连接即成成品。随机分布短纤维增强塑料可先制成各种形式的预混料,然后进行挤压、模塑成型。

汽车工业应优先采用模压(CompressionMoulding)成型工艺,如长纤维增强热塑性塑料(LongFiberReinforcedThermoplastics,LFT)技术,特别是新兴的RTM工艺,是世界上公认的低成本复合材料成型技术,该技术发展很快,并已在汽车工业上广泛采用。缠绕工艺能够赋予制件特别的力学性能,因而被用于制造瓶罐、轴承类等零件。
3.1、RIM成型技术
树脂传递模塑(RTM)成型技术是复合材料液体模塑成型技术(LCM)的典型工艺之一。其主要工艺原理是先在模腔中铺放按结构和性能要求设计好的纤维增强材料或预成型件,然后采用注胶设备将专用低粘度树脂体系注入或真空吸入闭合模腔内,充分浸润纤维,树脂固化脱模得到复合材料构件。RTM工艺可以一次成型大型、复杂的构件,可设计性强,尺寸易于控制,表面质量高,生产周期短,可实现半自动化或自动化生产。传统汽车覆盖件的冲压工艺生产只需几秒钟,而普通RTM成型工艺较长,总的成型时间一般在2h以上,仍然存在效率较低的问题。因此,需要开发快速固化树脂体系与合理的成型工艺方法来缩短RTM的成型周期。

快速固化树脂体系
在传统RTM成型过程中,树脂的固化过程占成型过程的大部分时间,因此快速固化树脂体系是实现RTM高效成型过程的首要条件。研究方向主要是采用低粘度树脂注射技术。虽然RTM成型过程中低粘度树脂的快速固化可有效提升生产效率,但往往会导致制品力学性能降低,这也是树脂制备过程需要考虑的重要问题。 树脂快速注射技术
RTM成型过程中,树脂注射时间的减少可通过增加树脂注射口、提高树脂注射压力的方法实现。增加树脂注射口可在不提升压力的情况下有效提升树脂的注射速度。
然而采用多注射口进行成型时,不同浇注口的树脂流动锋面在融合过程中可能导致气泡的形成,从而需要控制注射口的开启时间与压力来减少气泡的产生。
近年来,高压RTM(HP-RTM)技术在RTM的快速成型中得到广泛应用。树脂注射压力较大(2MPa以上),因而易于实现树脂快速充满模腔的过程,同时也能改善树脂在增强纤维中的浸渍效果,减少制品中孔隙的出现,获得表面质量优异的制品。
RIM制品表面质量好、成型周期短、生产成本低、可以生产大尺寸部件。RRIM制品用于制作汽车保险杠、仪表盘,高强度RRIM制品还可以用作汽车的结构材料、承载料。

3.2、热压成型技术
热压成型工艺是在一定的温度与压力下,树脂基体发生熔融流动,重新浸渍纤维,从而制备一定形状的复合材料零件。热压成型工艺具有较短的成型周期,易于实现自动化生产过程,可使用传统金属板料成型设备,同时适用于热塑性复合材料的低成本制造过程,对于碳纤维复合材料汽车零部件的高效成型具有广阔应用前景。
20世纪80年代,SMC成型工艺和散状模塑料(BulkMoldingCompounds,BMC)成型工艺成为工业化生产车用部件的主要工艺,在车辆制造业中得到了广泛应用。SMC、DMC和BMC是3种重要的热固性树脂基复合材料,它们经常被用作模压复合材料制品的半成品。

SMC成型工艺是将SMC片材按制品尺寸、形状及厚度等要求裁剪,然后将多层片材叠合后放入金属模具中进行加热、加压成型的方法。该工艺成型效率高、制品表面光洁、尺寸稳定性好,适于大批量生产,性价比较高。SMC工艺的成功开发和机械化模压技术的应用使复合材料在汽车工业上的用量年增长率达到25%。SMC已被广泛应用于发动机罩、导风罩、气门罩壳、水箱部件、发动机隔音板、加热盖板、气缸盖、进气支管、出水口外壳、水泵和燃料泵等汽车制件。
但SMC工艺具有产品不可回收、易污染环境且一次性投资高于对应的钢制件等缺点,所以SMC工艺在早期只在跑车或大型车体结构上得到应用。为了充分发挥复合材料的减重特性,目前已将碳纤维引入SMC组分中以取代玻璃纤维。荷兰帝斯曼(DSM)公司研制出的碳纤维片状模塑料(CSMC),已成功应用于汽车的亚结构部件中(CSMC),已成功应用于汽车的亚结构部件中。

3.3、拉挤成型工艺
拉挤成型工艺是将浸渍树脂胶液的连续碳纤维丝束、带或布等,在牵引力的作用下,通过挤压模具成型、固化,连续不断地生产长度不限的型材。拉挤成型是复合材料成型工艺中的一种特殊工艺,其优点是生产过程可完全实现自动化控制,生产效率高。拉挤成型制品中纤维质量分数可高达80%,浸胶在张力下进行,能充分发挥增强材料的作用,产品强度高,其制成品纵、横向强度可任意调整,可以满足制品的不同力学性能要求。该工艺适合于生产各种截面形状的型材,如工字型、角型、槽型、异型截面管材以及上述截面构成的组合截面型材。
3.4、真空辅助成型工艺(VARI)
VARI是一种将干织物通过真空辅助导入成型的工艺方式。其工艺原理是在单面刚性模具上以柔性真空袋膜包覆、密封纤维增强材料,利用真空负压排除模腔中的气体,并通过真空负压驱动树脂流动而实现树脂对纤维及其织物的浸渍。
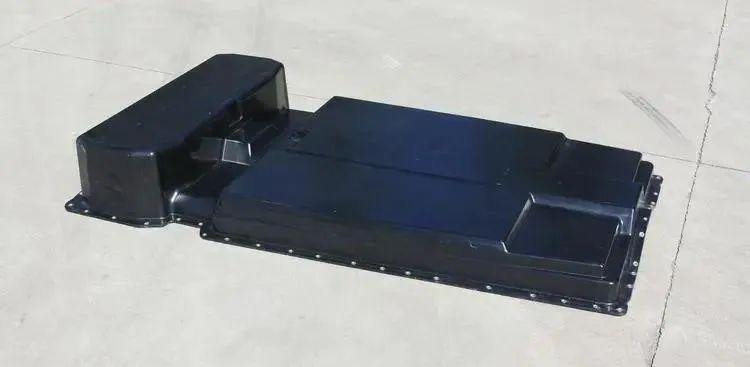
4、碳纤维复合材料在动力电池箱体上的应用案列
碳纤维复合材料的动力电池箱体,在实际应用中的案例还不多。此处放介绍作者张晓红在她的文章《车用动力电池碳纤维箱体的设计研究》中设计电池箱体使用复合碳纤维材料的过程。电池箱体作为电动汽车用动力电池的防护零件,对结构设计、重量等方面的要求都很高,在电池模块的重量和尺寸确定后,设计电池箱体时考虑的因素比较多。首先,电池箱体是电池模块的承载件,电池模块需要通过它连接到车身上。其次,动力电池一般安装在车体下部,考虑到电池模块的工作环境,电池箱体需要具有对模块的防护功能,需要考虑模块的防水防尘以及道路环境对电池箱体的腐蚀,电池箱体还需要考虑承受车辆运行过程中的振动和冲击等。本研究选用真空辅助成型工艺,电池箱体的工艺方案为:阴模成型模具,表面进行高光或者亚光处理,在模具上铺设一定层数的碳纤维布料后,通过导流网、导流管、密封条的辅助,由真空泵将混合好的树脂材料抽吸在纤维布中,最后进行固化。固化成型后脱模,并对边界及需要开孔的部位进行切削加工。

总体结构设计
根据电池模块的形状和布置方式,结合动力电池在车身上的位置,本着尽量利用空间的原则,此电池箱体的外包络设计为接近方形的箱体结构。主体结构层由碳纤维布铺附而成,并且辅以树脂,在连接处使用了金属接头,金属接头和主体结构层之间用结构胶连接。电池模块和箱体之间采用金属紧固件进行连接。
为了提高零件的强度和模态,在一些大面积的结构面上,加强筋是提高结构稳定性的典型形式,而帽形筋条相对来说承载效率高、重量低,本电池箱体采用了类似帽形筋条凸筋和凹筋对结构进行了加强。鉴于连续纤维复合材料的特性,碳纤维加强结构凸筋和凹筋处做等厚设计。

铺层设计
电池箱体的碳纤维编织布采用了T300-3K和T300-12K两种织布混合的方式,共10层碳纤维平纹织布加树脂的设计。铺层时主要考虑了以下注意事项:铺层角的均衡性、同一铺层方向的数量要求、铺层的对称性、铺层层间角度的偏差、限制最大连续铺层数。电池箱体零件采用了10层平纹织布交叉平铺的方式连接设计。电池模块需要通过电池箱体连接在车体上,电池箱体在连接处采用了金属紧固件进行连接,紧固件部分采用埋入方式,通过控制埋入的深度使连接处能够承受较高的拉力作用;部分紧固件和碳纤维本体之间用结构胶粘结在一起。对设计完成的电池箱体进行力学性能仿真,X、Y方向最大加载1G载荷,Z方向最大加载3G载荷。仿真结果如下表。后续又进行了模态分析,一阶模态61Hz。按照标准ISO16750条件进行冲击仿真,最大内应力76.5MPa。按照标准SAEJ2380条件进行振动仿真,结果远小于材料最小许用应力。没有介绍实际实验结果的对比。
来源:中国复合材料学会


 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国