

超调量(overshoot)在阶跃输入作用下,被调量的瞬时最大偏差值(Xmax)与稳态值(X(∞))之比。一般用百分比表示:1
超调量=[Xmax—X(∞)]/X(∞)×100%1
在阶跃输入的瞬态响应中,超调量和上升时间是互相矛盾的,即两者不能得到比较小的数值。超调量的容许值,完全依赖于实际问题的要求。1
简介超调量也叫最大偏差(maximum deviation)。偏差是指被调参数与给定值的差。对于稳定的定值调节系统来说,过渡过程的最大偏差就是被调参数第一个波峰值与给定值的差A。随动调节系统中常采用超调量这个指标B。在y(∞)不等于给定值时:超调量=[Y(Tm)-Y(∞)]/Y(∞)×100%,(A—最大偏差;B—超调量)。3
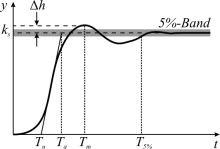
延迟时间、上升时间、峰值时间、调节时间、超调量、震荡次数6个动态性能指标,基本上可以体现系统暂态过程的特征。在实际应用中,常用的暂态性能指标多为上升时间、调节时间和超调量。通常用超调量评价系统的阻尼程度。2
二阶系统计算超调量是指输出量的最大值减去稳态值,与稳态值之比的百分数,二阶系统稳态输出为最大输出在峰值时为最大,把tm代入输出公式,减1除t等于把ξ代入,可求出%表达式。超调量只与阻尼比与有关。对于RLC二阶系统,阻尼比ξ=L/2R * sqrt(1/(LC)),ξ越大,超调量越小。5
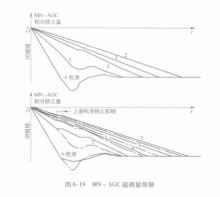
应用每个机架的修正都是独立控制的,因此允许带钢热连轧厚度自动控制系统(MN-AGC)增益尽可能高,但这可能会产生厚控系统超调,从而相对超调量来讲,对于变化较小的带钢的中间部分,有一些小超调量是可以接收的,但对于带钢头部来讲,由于厚差较大,从而可能会产生较大的厚度偏差,此时要求MN-AGC进行快速修正可能会导致无法接受的厚差超调。当对一个很大的初始误差(可以达到50%)进行修正时,所有上游机架的修正值将被保持几秒钟,这一控制策略允许MN-AGC通过使用所有机架对头部厚差进行快速修正,并且选择性地去掉一些修正量以对MN-AGC的超调量进行抑制。图中给出了如何通过对超调量进行抑制来减少超调的控制过程曲线。4
本词条内容贡献者为:
尚轶伦 - 副教授 - 同济大学数学科学学院

 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国