

制坯模膛的目的是为了使形状复杂的模锻件坯料的形状接近模锻件形状,使金属合理分布和充满模膛。
简介为了使形状复杂的模锻件坯料的形状接近模锻件形状,使金属合理分布和充满模膛,则必须先在制坯模膛内制坯。制坯模膛常见的有拔长模膛、滚压模膛、弯曲模膛、切断模膛等。
拔长模膛拔长模膛的作用是减小坯料某部分的横截面面积,以增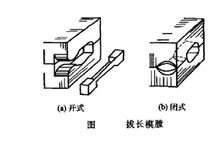 加该部分的长度。当模锻件沿轴向横截面面积相差较大时, 可采用拔长模膛。拔长模膛分为开式(图1a)和闭式(图1b)两种,一般设在锻模的边缘。操作时坯料除送进外还需翻转。
加该部分的长度。当模锻件沿轴向横截面面积相差较大时, 可采用拔长模膛。拔长模膛分为开式(图1a)和闭式(图1b)两种,一般设在锻模的边缘。操作时坯料除送进外还需翻转。
滚压模膛滚压模膛的作用是减小坯料某部分的横截面面积,以增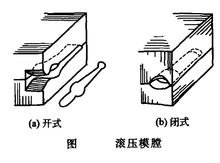 大另一部分的横截面面积。主要是使金属按模锻件形状来分布。滚压模膛分为开式(图2a)和闭式(图2b)两种。当模锻件沿轴线的横截面面积相差不大或修整拔长后的毛坯时,采用开式滚压模膛。当模锻件的最大和最小截面相差较大时,采用闭式滚压模膛。操作时需不断翻转坯料。
大另一部分的横截面面积。主要是使金属按模锻件形状来分布。滚压模膛分为开式(图2a)和闭式(图2b)两种。当模锻件沿轴线的横截面面积相差不大或修整拔长后的毛坯时,采用开式滚压模膛。当模锻件的最大和最小截面相差较大时,采用闭式滚压模膛。操作时需不断翻转坯料。
弯曲模膛弯曲模膛的对于弯曲的杆类模锻件,需用弯曲模膛来弯 曲坯料(图3)。坯料可直接或先经其他制坯工步后放人弯曲模膛进行弯曲变形。弯曲后的坯料须翻转90°再放入模锻模膛成型。
曲坯料(图3)。坯料可直接或先经其他制坯工步后放人弯曲模膛进行弯曲变形。弯曲后的坯料须翻转90°再放入模锻模膛成型。
切断模膛切断模膛的在上模与下模的角部组成一对刀口,用来切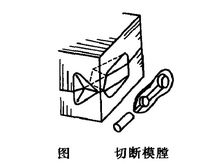 断金属(图4)。单件锻造时,用其从坯料上切下锻件或从锻件,上切下钳口。多件锻造时,用其来分离成单个件。
断金属(图4)。单件锻造时,用其从坯料上切下锻件或从锻件,上切下钳口。多件锻造时,用其来分离成单个件。
注意事项根据模锻件的复杂程度不同,所需变形的模膛数量不等,可将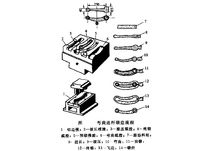 锻模设计成单膛锻模或多膛锻模。单膛锻模是在一副锻模上只设计一个终锻模膛。如齿轮坯的模锻件就可将截下的圆柱形坯料,直接放人单膛锻模中成型。多膛锻模是在一副锻模上设计两个以上模膛的锻模。如弯曲连杆模锻件的锻模即为多膛锻模(图5)。1
锻模设计成单膛锻模或多膛锻模。单膛锻模是在一副锻模上只设计一个终锻模膛。如齿轮坯的模锻件就可将截下的圆柱形坯料,直接放人单膛锻模中成型。多膛锻模是在一副锻模上设计两个以上模膛的锻模。如弯曲连杆模锻件的锻模即为多膛锻模(图5)。1
本词条内容贡献者为:
黄伦先 - 副教授 - 西南大学
 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国