

碟形砂轮型磨齿是利用齿条和齿轮的啮合原理来磨削齿轮的,是用两个碟形砂轮的端平面来代替齿条上的两个齿侧面,这种机床是按单齿分度法磨削的。
简介这种磨齿方法是用两片碟形砂轮形成假想齿条的两个齿面,被磨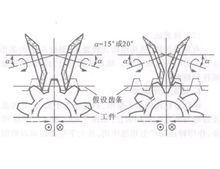 削齿轮与假想齿条啮合,在其上作滚转运动,从而由砂轮磨出渐开线齿面,因此这种方法也是利用齿轮齿条的啮合原理,如图所示。
削齿轮与假想齿条啮合,在其上作滚转运动,从而由砂轮磨出渐开线齿面,因此这种方法也是利用齿轮齿条的啮合原理,如图所示。
工作原理实际工作时,齿轮与假想齿条的展成运动是通过扇形圆 盘和钢带之间的纯滚动来实现的,扇形圆盘直径等于工件的节圆直径,如图所示。扇形圆盘和钢带之间的纯滚动使工件回转,同时使工件头架移动,当工件逆时针方向转动时,工件向右移;工件顺时针方向转动时,工件向左移。砂轮作高速回转运动,以便进行磨削。工作台沿工件轴向作进给运动,以便磨出全齿宽。每当磨完一个齿,工作台往复一次。工件头架也往复一次。工作台刚要反向时,工件作分度运动,由与工件同轴的分度盘进行分度,转过一个齿。
盘和钢带之间的纯滚动来实现的,扇形圆盘直径等于工件的节圆直径,如图所示。扇形圆盘和钢带之间的纯滚动使工件回转,同时使工件头架移动,当工件逆时针方向转动时,工件向右移;工件顺时针方向转动时,工件向左移。砂轮作高速回转运动,以便进行磨削。工作台沿工件轴向作进给运动,以便磨出全齿宽。每当磨完一个齿,工作台往复一次。工件头架也往复一次。工作台刚要反向时,工件作分度运动,由与工件同轴的分度盘进行分度,转过一个齿。
特点1、能经济地磨出4级精度齿轮。
因为砂轮与工件在理论上是点接触,实际上是接触面积很小的面接触,在砂轮上的接触长度约0.5mm,所以产生的热量小,又便于散热,常可进行干磨。同时砂轮有自动修整和自动补偿装置,可定时修整砂轮并补偿尺寸。另外,展成运动是采用扇形圆盘和钢带结构,这种机构简单、精度高,没有丝杠螺母、蜗轮蜗杆、交换齿轮等长传动链的影响,又采用了分度盘定位,这些都使得双片碟形砂轮磨齿有较高的精度,甚至可磨出3级精度齿轮。
2、这种磨齿方法生产率较低,成本较高。
因为砂轮头架及砂轮本身刚度较差,切深不能太大,又是单齿分度,所以生产率可能是最低的。而且,这种机床的结构复杂,制造精度要求高;对不同节圆直径的齿轮工件要配一套扇形圆盘,对不同齿数的齿轮工件要配分度盘,因此成本较高,一般多用来磨削精密淬硬齿轮。1
本词条内容贡献者为:
程鹏 - 副教授 - 西南大学
 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国