

不完全定位是一种定位方式,在定位过程中,根据加工要求,没有必要限制工件的全部自由度,允许有一个或几个自由度不被限制的定位,称为不完全定位。虽然工件被限制的自由度少于六个,但能保证加工要求。在实际生产中,工件被限制的自由度数一般不少于三个。
夹具简介夹具是机床的一种附加装置,它在机床上与刀具间正确的相对位置在工件未装夹前已预先调整好,所以在加工一批工件时,工件只需按定位原理在夹具中准确定位,不必再逐个找正定位,就能保证加工的技术要求。但由于夹具的设计、制造和维修需要一定的投资,所以只有在成批和大量生产中,才能取得比较好的效益。对于单件小批生产,若采用直接安装法难以保证加工精度,或非常费工时,也可以考虑采用专用夹具安装1。
六点定位原理任何一个处于空间直角坐标系中的物体,如果不受其他物体对它的约束,它的位置是不确定的,是“自由”的,共有六种运动可能,我们称之为六个自由度,即沿直角坐标系X、Y、Z三轴方向的移动自由度和绕此三轴的转动自由度,夹具对工件实现安装,就要求一批工件在夹具中占据一致的正确位置,从而都能加工出所需要的相互位置尺寸。显然,位置处于“自由”状态的工件是绝不能实现这种要求的。工件在夹具中定位,其实质就是根据零件加工要求,设置定位元件来限制那些影响加工精度的自由度,使工件取得正确的位置。
定位原理的应用完全定位工件的六个自由度全部被限制的定位,称为完全定位。当工件在x、y、z三个坐标方向上均有尺寸要求或位置精度要求时,一般采用这种定位方式。
工件不完全定位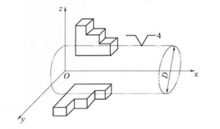 根据工件的加工要求,并不需要限制工件的全部自由度,这样的定位,称为不完全定位。
根据工件的加工要求,并不需要限制工件的全部自由度,这样的定位,称为不完全定位。
如图,在车床上加工通孔,根据加工要求,不需要限制x方向移动和转动两个自由度,,故用三爪卡盘夹持限制其余四个自由度,就能实现四点定位。
欠定位根据工件的加工要求,应该限制的自由度没有完全被限制的定位,称为欠定位。欠定位无法保证加工要求,所以是绝不允许的。
过定位过定位也叫重复定位。工件的同一自由度被2个或2个以上的支承点重复限制的定位,称为过定位。工件是否允许过定位存在应根据具体情况而定,过定位要使用得当,有时过定位会导致工件不能正常安装或不能保证加工要求2。
对工件定位的理解误区分析工件在夹具中的定位时,容易产生两种错误的理解。
1、一种错误的理解认为,工件在夹具中被夹紧了,也就没有自由度而言,因此工件也就定位了。这种把定位和夹紧混为一谈,是概念上的错误。
工件的定位是指被加工工件在夹紧前,要在夹具中按加工要求占有正确的位置,而夹紧是在任何位置均可夹紧,但不处于正确位置的夹紧,则保证不了加工的要求。
2、另一种错误的理解认为,工件定位后,仍具有沿定位元件相反方向移动或转动的自由度,则这个移动或转动的自由度就没有被限制,这种理解显然也是错误的。因为工件的定位是以工件的定位基准面与定位元件相接触为前提条件的,如果工件离开了定位元件就谈不上定位了,也谈不上限制其自由度了1。
本词条内容贡献者为:
程鹏 - 副教授 - 西南大学

 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国